PART 01Cpk制程能力指数的定义
Cpk制程能力指数,是Complex Process Capabilityindex的缩写,是指在制程管制状态下,制程符合规格的能力。
(1)Cpk的意义
制程水准的量化反映;用一个数值来表达制程的水准;只有制程能力强的制程才可能生产出质量好、可靠性水平高的产品;制程能力指数是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。(2)一般以下列的制程特性来衡量制成能力
准确度(Capability of Accuracy)简称Ca精确度(CapabilityofPrecision)简称Cp(3)Ca准确度的定义
准确度Ca (Capability of Accuracy ) : 实际中心与规格中心的差异称为准确度,在制程上,实际中心与规划中心的差异越小,准确度就越高,制程越理想。

(4)Cp精确度的定义
精确度Cp (Capability of Precision ) ,品质特性的散布范围大小或集中程度称为精确度,在制程上,散步范围(或称变异)越小,精确度越好,制程越理想。

(5)Ca, Cp, Cpk 的相互关系
制程能力的要求 :
合格==>准确度要高
稳定==>精确度要好
由以上的要求可知,所有制成中,A是最理想

PART02Ca, Cp, Cpk 的计算
(1) 相关参数的定义
介绍Cpk,Ca, Cp计算方式之前,先介绍一下以下几个概念:
USL (Upper specification limit):即规格上限LSL (Low specification limit):即规格下限 μ :规格中心X=(X1+X2+… …+Xn)/n 平均值 (n为样本数)T=USL-LSL 规格公差单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm等;此時数据越接近上限或下限越好。双边规格:有上下限与中心值,而上下限与中心值对称的规格;此时数据越接近中心值越好;如零件规格2.8±0.2mm。(2) 准确度Ca的计算
01 准确度Ca的计算公式 :


说明 :

:平均数
U:规格中心值
T:规格上限 – 规格下限
Ca仅适用于双边规格, 单边规格无法计算Ca。02 准确度Ca的等级定义
Ca等级的参考标准 : 一般制成要求Ca≤12.5%
一般制成要求Ca≤12.5%03 准确度Ca的计算范例
设计产品规格为3.5mm±0.1mm, 今在量产线上抽测5个样品, 其测量值如下:3.52, 3.53, 3.57, 3.54, 3.53,则Ca值计算如下:
U=3.50, T=3.6-3.4=0.2,

,

,
为等级C,务必进行持续改善制成。
(3)精确度Cp的计算
01 精确度Cp的计算公式
双边规格:

;单边规格:
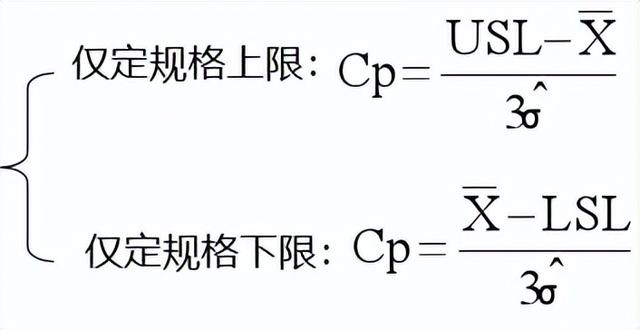

说明:
: 平均数

: 标准差
T : 规格上限 – 规格下限
USL : 规格上限
LSL : 规格下限
注意事项:
由公式可知,Cp是不考虑制程的中心点
标准差计算最好采用以下标准差的定义公式:(通常用于计算单组数据)

若无适当的计算机运算,则标准差也可用下面的建议公式计算,该方法一般适用于多组数据的情况下:


: 极差的平均值(每组数值的极差总和的平均值)
极差=一组数据中的最大值-最小值
d2 : 请查阅附录d2系数表(d2取值附录表)

02 精确度Cp的等级定义
Cp等级参考标准 : 一般制成要求Cp≥1.33
一般制成要求Cp≥1.3303 精确度Cp的计算范例
Cp练习范例一(双边规格): 产品规格设计值为3.5mm±0.1mm, 今在稳定量产线上抽检5个样品,测量值为:3.52, 3.53, 3.57, 3.54, 3.53,则Cp计算如下:T=3.6-3.4=0.2,

σ=

=0.0192,

大于1.67,等级为A+,制成能力优秀,可降低制成,降低成本
Cp练习范例二(单边规格) : 设金球推力的规格上限为40g, 今抽测7颗材料的测量数据值为:80, 85, 78, 82, 84, 77, 79, 则Cp的计算值如下:

(4)制成能力Cpk的计算01 制成能力Cpk的计算公式
双边规格 : 单边规格:以Cp表示:Cpk=Cp 双边规格也可采用以下公式计算Cpk:Cpk=Cp*(1-Ca)
双边规格也可采用以下公式计算Cpk:Cpk=Cp*(1-Ca) 02 制成能力Cpk的等级定义
Cpk等级的参考标准 一般制成要求:Cpk≥1.33
一般制成要求:Cpk≥1.3303 制成能力Cpk的计算范例
Cpk 练习范例(双边规格):设产品设计规格值为:3.5mm±0.1mm, 今在稳定量产线抽检5个样品,测量数据如下:3.52, 3.53, 3.57, 3.54, 3.53, 则Cpk计算如下:
σ=0.0192(前面过程已经介绍其计算过程,这里就不做累述)
USL=3.6, LCL=3.4,

采用如下公式计算:

 Cpk等级为C,制成不良,务必改进
Cpk等级为C,制成不良,务必改进PART03制成能力与不良率的对照关系
(1)Ca, Cp 与不良率的关系
准确度偏移后,不良率增高 精确度越差,不良率越高
精确度越差,不良率越高
黄色阴影区域表示为超出6σ之外的不良率
(2)Cpk 与不良率的关系
从另一观点,Cpk所代表的是规格公差与自然公差比值从右图可知, Cpk越大, 不良率越小
(3)Cpk 数值与不良率的对照表

数据分布在正态情况下,换算才有意义!
PART04Ca, Cp, Cpk的计算总结表

PART05Cpk 计算的数据采集
Cpk 的计算依据是来自于收集的收据,所以数据的收集及正确是计算Cpk的根本,通常数据收集有以下观点:
不能少于25组(个)数据,样本量的大小主要是其代表性问题,最小限量的样本量以能代表过程偏差为准。组内和组间:组内一般为3--5个取样,习惯上取3或者5没有见过4个,以体现R极差;
我们希望组内体现出特殊原因;
组间一般为天数或小时,可以为20或者整个月,我们希望组间体现分布中的一般
30为统计学内小样本的数量,一般会取3250为统计学内大样本的数量
100 数量越多越具有代表性
NOKIA一般取25或40个数据,MOTO为32个数据所收据的数据必须正确,可靠才能正确的反映出制成能力PART06Cpk 计算标准模板
