化成的目的是电池中的活性物质借助于第一次充电,转化成具有正常电化学作用的物,使电极(主要是负极)形成有效的钝化膜。这个钝化膜在锂离子电池的电化学反应中,对于电池的稳定性,扮演着非常重要的作用。

锂电池的基本充放电原理图
化成柜一般分为两种一种是软包电芯高温压力化成设备,一种是方形电芯负压化成设备,针对不同电芯,工作原理也不同。
热压化成将锂离子电池正负极材料与电解液在高温下进行热压处理,以提高电池的能量密度和循环寿命
热压化成柜的主要作用是提供一个控制温度和压力的环境,以确保热压化过程的安全和稳定性。可以实时监测和调控处理过程中的温度和压力变化。提高操作的便捷性和准确性。锂电池热压化成柜在锂电池制造和研发领域得到广泛应用,通过热压化处理,锂电池的充放电性能和安全性能可以得到提升,为电池技术的进一步改进和创新提供了基础。
参数设计原理方案为例:
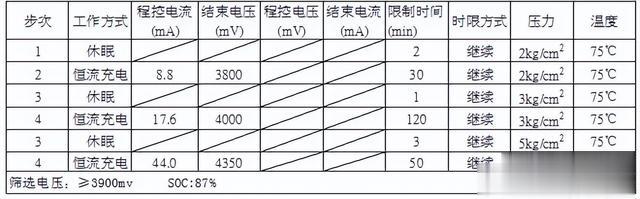
1.初始阶段电流与电压设计: SEI成膜一般认为在3.0V以下,随目前添加剂种类不同有所改变,一般设计初始阶段电流≤0.1C,截止电压约3.5-3.8V之间
2.后续电流设计: 正常化成电流,0.2C-0.5C依据各家工艺
3.压力设计: <10kg/cm2,过高的压力容易将隔膜与极板间电解液挤出,同时导电柄处易形成空间障碍,导致局部应力集中造成后续局部析锂;过程中的压力依据工艺不同有所差异,常见三阶段化成H公司建议依据压力:松紧松原则,初步阶段SEI形成不宜压力过大,中阶段压力需大避免负极充电过程中的无序膨胀导致极板形变,最终阶段由于负极膨胀变化率较低且中阶段已抑制无序膨胀,可适度调降压力给予极板正常回膨的空间,这个做法有利于出货厚度不至于太低而导致循环后电池膨胀过大
4.温度的设计: 一般介于50-80度之间,与选用电解液添加剂有关,过高的温度导致电解液分解,太低的温度不利于应力的释放
热压化成目的与效益:1. 降低初始厚度,增加极板间贴附赶走化成过程中生成气体,避免正负极因气泡存在影响容量发挥
2. 消除化成过程中因负极材料充电膨胀不均匀带来的形变,有益于锂离子传导路径
3. 热压带来的温度与压力效应有助于负极SEI膜成膜稳定,影响后续寿命的稳定性
4. 利于降低循环后因形变造成的总体厚度膨胀
5. 释放自动卷绕型号因张力较紧导致的应力集中(包含极板与隔膜)
6. 提升整理容量的发挥(贴合度提升)与能量密度(厚度降低整体体积下降)
7. 提供厚度设计上的预度,有助于整体设计
热压化成的问题与后遗症:1.保液量的降低,压力效应导致素子内空间降低,电解液储存空间下降,部分的电解液被挤压出来至铝袋内,导致去气量增加
2.去气量增加可能导致电解液沾黏铝袋,外观不良比例提高
3.保液量的下降,后期循环寿命迅速下降(多后期?也许500、600、700圈以后,须看材料选用与设计,4.4V已上会更严重)
4.内阻的上升,温度效应提升SEI成膜稳定与均匀性,但SEI膜相对也较厚导致内阻值升高
5.寿命后膨胀率也许没有太大的改善,因初始厚度相对于一般化成低,如该型号没有严重形变热压化成反而导致膨胀率升高
6.局部析锂的产生,压力效应导致导柄处应力更加集中,挤压电解液的排出导致寿命循环后局部析锂
7.整体工序时间的增加
8.设备投资成本上升
9.空间的上升
10.热压化成的降温时间太长导致应力释放不完全,尺寸回弹,短时间内降温才有助于应力释放,增加风扇或冷压机购置
11.压降不良比例提高
设计验证前准备数据收集与验证设计:
数据的收集与分析是热压化成成败关键,可以判断有效与无效及该型号是否适用于热压化成
1.样品与对照组的重要性: 极板需同批同卷绕机台与同样保存环境
2.清楚认知要的是什么?初始厚度降低?提升能量密度?提升电容量发挥?改善形变?改善寿命后膨胀?增加一致性?了解需求后再来设计验证步骤
3.田口法的迷思,田口法出来的最佳参数不一定是最佳参数,他只是一个方向,省略掉许多实验,除非对实验已有精细的认知,不然田口法一定不如全因子实验,慢工出细活
4.充足的验证周期与时间,时间过短急于知道成效导致验证的失败
5.专业的分析与讨论有助于定位与改善方向
6.事情总是正反两面兼具,改善的背后肯定会有牺牲,需取舍
热压化成哪些数据需要收集?哪些必要数据肯定要收集:
1.实验与对照组极板前后厚度的比较(一般泛指负极极板,正极材料的充电前后体积变化率低,精细一点可以一起比较是否有帮助,需牢记完整的寿命不只有负极充放电,正极充放电也会因热压化成增加均匀性),测试后拆解电芯必须执行
2.内阻对比,内阻是对差异性验证重要的一环,热压化成涉及SEI的成膜稳定性,温度效应下内阻的提升有助于验证热压化成的成败提供参考(目的是影响最小,提升最多)
3.容量的发挥,以ME的验证来说只能以整体容量发挥作比较,更细部会针对极板重量比对实际发挥与N/P ratio,但过于耗费精力
4.循环寿命差异、斜率,不仅是常温寿命循环,45度寿命循环也须重视(45度与常温的差异就是加速实验,常温也许跑得很好,高温可能会提早衰退)
5.寿命循环后厚度的膨胀率
6.X-ray观察前后素子型态的变化(形变)
7.6090测试,加速实验,同时验证是否有因为热压导致铝袋局部受压薄化而漏液,电解液保液量是否因热压化成降低而导致容量发挥前后差异大
8.去气量&保液量: 关键,事关寿命
9.压降!28天如果太长可以观察7-14天高温压降,热压化成可能加速内短路导致压降不良提高
10.85oC 4hrs测试,观察高温短时间内回弹的状况,如果应力未释放反弹会很剧烈
11.安测Crush,能量密度的提升可能导致容易失效项安测失效
热压化成没有发挥作用的原因:1.实验设计有误: 通常实验参数需要有较大的差异区间才能显示差异,如果结果证实差异不大,可能参数差异对于这个体系太小,辨别不出影响
2.材料体系选择差异,不同材料设计的型号不一定适用于同一套热压化成参数,如: 电压体系、负极材料选用(水系油系?容量330or350、人造石墨or MCMB)、电解液添加剂、铜箔基材厚薄度、目前锂电持续发展的状况下用料方面很重要
3.制程差异: 半自动卷绕(建议不要用他来验证)、自动卷绕,铝袋设计内空间是否充足或形变根本来自动袋子小电芯大(这一项热压化成拯救不了形变)?负极极板一次或二次辗压(二次辗压辗压比例?40%-100% or 75%-100%)
4.形变的来源(制程、材料设计?)
5.要改善的是什么?寿命后膨胀?体积能量密度提升?初始厚度降低?寿命or容量发挥一致性?
有意义的实验促进改善,不是每一项实验都能改善,所以实验的设计、需求需要厘清,不是单一部门能搞定,需要团队协作共同达成目标!