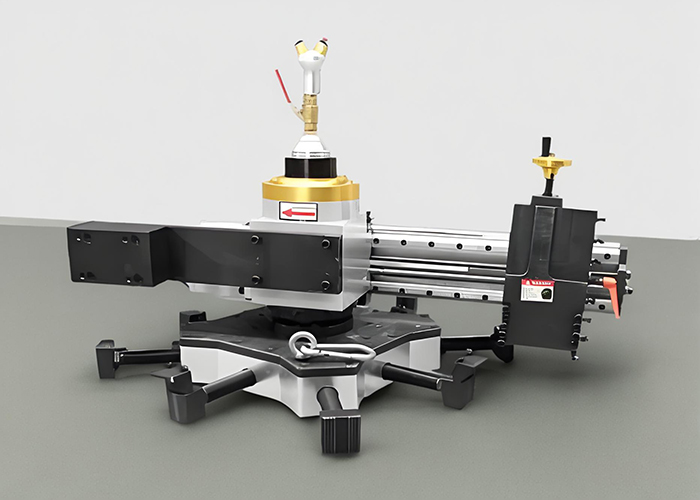
便携式车床为诸多场景提供了便利。当面对高韧性金属材料时,如何通过合理调整车床转速和进给量来避免刀具频繁崩刃,成为保障加工顺利进行与提升成品质量的关键。
高韧性金属材料如钛合金、不锈钢等,具有良好的强度和韧性,这意味着在切削过程中,材料对刀具的抗力较大,切削力难以均匀分散。若车床转速过快,刀具与工件接触瞬间的冲击力剧增,如同高速撞击,极易导致刀具刃口崩坏。同时,过高的转速还会使切削热快速积聚,加速刀具磨损,进一步削弱刀具强度。
一般来说,针对常见的高韧性金属,车床初始转速宜设定在材料荐切削速度的 60% - 70%范围内。例如加工 304 不锈钢,其常规切削速度约为 80 - 120 米/分钟,那么便携式车床转速可先调整至 50 - 80 米/分钟。这能有效缓冲刀具切入时的冲击力,让切削过程相对“温和”。随着加工的深入,如果刀具磨损在可接受范围内,可视情况适当提升 5% - 10%的转速,以平衡加工效率与刀具寿命。
进给量的把控同样重要。进给量过大,刀具在单位时间内需切除过多材料,切削力瞬间飙升,如同让刀具“超载”工作,崩刃风险极高。相反,进给量过小,虽然刀具相对安全,但加工效率会大打折扣。对于高韧性金属,建议将进给量控制在每转 0.1 - 0.2 毫米。以车削一根直径 50 毫米的钛合金棒为例,若车床主轴转速为 60 转/分钟,进给量 0.15 毫米/转,既能保证刀具稳定切削,又能使加工稳步推进。
在实际操作中,还需依据刀具材质、工件形状等因素灵活调整。若使用硬质合金刀具,因其耐磨性和耐热性较好,可在上述转速和进给量基础上适当放宽 5% - 10%;若是高速钢刀具,则需更加谨慎,相应收紧调整范围。对于复杂形状工件,如带有螺纹、沟槽的部位,由于切削力分布不均匀,应进一步降低转速和进给量,确保刀具安全通过关键区域。
加工过程中,操作人员要时刻关注刀具状态,通过听切削声音、查看切屑形态来判断是否需要调整参数。正常切削时,声音平稳连续,切屑呈连续带状或螺旋状;若出现尖锐刺耳声音、切屑破碎不规则,就意味着刀具可能受力不均或切削参数不合理,需立即停机调整,如此才能充分发挥便携式车床在高韧性金属加工中的效能,保障加工质量与效率双丰收。