字数统计:4836字 预计阅读时间:约 10 钟

焊接质量一直是工业生产中的关键问题,特别是在焊缝气孔的控制上。气孔不仅是焊接中最常见的缺陷之一,而且对焊缝的力学性能、疲劳强度和使用寿命有着深远的影响。焊缝中的气孔会导致有效工作截面积的减小、强度和韧性的下降,严重时甚至会引发裂纹或结构破坏。尽管气孔的形成有其复杂的原因,但无论是冶金因素、焊接工艺,还是操作不当,都能导致这一缺陷的发生。
因此,如何有效识别气孔的成因,评估其危害,并采取科学的应对措施,已成为焊接工艺中不可忽视的重要课题。本文将深度解析焊缝气孔的成因、危害及控制方法,帮助大家在实际工作中有效应对这一挑战,确保焊接质量达到最佳水平。
01One气孔的主要危害
可能会听到关于“气孔”这个问题。那么,气孔到底是什么?它是如何影响焊缝的性能的呢?
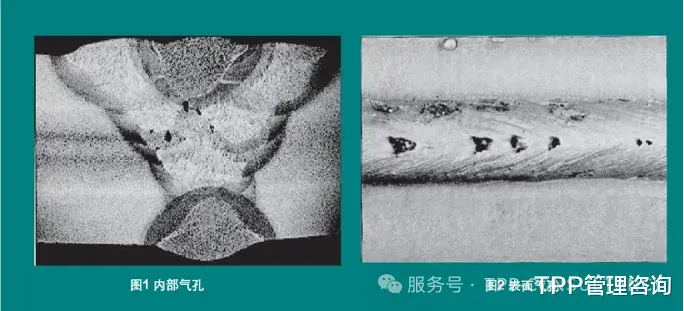
首先,气孔属于一种体积型缺陷,它会影响焊缝的整体强度。想象一下,如果焊缝内部有气孔,这就相当于在本应承受力量的地方留下了空洞,减少了有效的工作面积。这会导致焊缝的强度下降,尤其是焊缝的塑性和冲击韧性,变得更加脆弱。
其次,如果气孔穿透了焊缝的表面,问题就更严重了。尤其是当气孔内部积存了有腐蚀性的介质时,这些气孔会成为腐蚀的集中点,逐渐扩大并可能导致泄漏,从而破坏焊缝的密封性。在一些情况下,尤其是焊缝的根部或者垂直方向的气孔,可能会导致应力集中,进而引发焊缝开裂,影响整个结构的稳定性。
最后,气孔对焊缝的疲劳强度也有影响。特别是在交变应力的作用下,焊缝中的气孔会加速疲劳破坏。如果气孔边缘不尖锐,通常不会造成太大危害,但如果气孔超出标准要求,就必须进行返修处理,以确保焊接质量符合要求。
总的来说,虽然气孔在焊接过程中不可避免,但了解它们的危害并采取措施加以控制,是确保焊接质量和结构安全的关键。
02Two气孔的类型-析出型气孔

析出型气孔是由于气体在金属中的溶解度不同,导致液态金属在冷却时形成过饱和状态,进而析出气体并形成气孔。这类气孔通常是外部氢气或氮气侵入熔池后形成的。
1. 氢气孔
首先,我们来看氢气孔。氢气在液态和固态金属中的溶解度差异很大。当液态金属凝固时,氢气的溶解度急剧下降,从32mL/100g降至10mL/100g,这就导致了气体析出,形成氢气孔。在低碳钢和低合金钢的焊接中,氢气孔通常出现在焊缝的表面,气孔的断面呈螺钉状,且四周有光滑的内壁,形状像喇叭口。有时候,氢气孔也可能出现在焊缝内部,尤其是焊条药皮中含有较多的结晶水,或在焊接铝合金和镁合金时,析出的气体未能及时上浮而残留在焊缝中形成气孔。
2. 氮气孔
接下来是氮气孔。氮气孔的形成机理与氢气孔类似,主要是由于气体析出导致的。然而,氮气孔通常在焊缝表面形成,并且往往是成堆出现,类似于蜂窝状。这类气孔的主要来源是由于焊接过程中的保护措施不当,导致空气过多地侵入焊接区域。
析出型气孔的出现通常是由外部气体的侵入和金属内部的气体溶解度差异引起的。掌握这些气孔的形成原因,可以帮助焊接人员更好地控制和预防焊接缺陷,确保焊接质量和结构的可靠性。
03Three气孔的类型-反应型气孔
反应型气孔是由于熔池中冶金反应产生的气体,如一氧化碳(CO)和水蒸气(H2O),这些气体不溶于液态金属,无法及时逸出,从而在焊缝中形成气孔。
1. 一氧化碳气孔
首先是一氧化碳气孔。一氧化碳气孔的产生是因为在熔池中发生冶金反应,产生了一氧化碳(CO),而CO不溶于液态金属。焊接碳钢时,当液态金属中的碳含量较高而脱氧不足时,会通过冶金反应生成CO。尽管在高温下,CO会以气泡形式从液态金属中逸出,产生飞溅,但不会形成气孔。当熔池开始结晶时,熔池内的氧化物和碳浓度较高,特别是在熔池的尾部,这些条件有利于冶金反应的进行,导致更多的CO气体生成。随着熔池温度下降,金属的黏度增大,CO气体便不易逸出。特别是在晶粒枝状凹陷处,CO气体更难逸出,进而形成气孔。这些气孔呈条虫状,沿着结晶方向分布。
2. 水蒸气气孔
其次是水蒸气气孔。水蒸气气孔的形成通常发生在焊接铜或镍等材料时。铜的氧化物(Cu2O)与溶解在铜中的氢反应,生成不溶于液态金属的水蒸气,导致气孔的产生。同样的反应也可能发生在焊接镍时,其中镍的氧化物与金属中的氢反应,产生水蒸气气孔。这些气孔通常是在水蒸气未能及时逸出时形成的。
反应型气孔主要是由冶金反应生成的气体所引起的。这些气体在结晶过程中未能逸出,而在焊缝内部形成气孔。掌握反应型气孔的形成机理,有助于焊接人员通过优化焊接工艺来减少气孔的出现,确保焊接质量和结构强度。
04Four
形成因素
气孔的产生与多种因素有关,包括冶金因素和工艺因素。理解这些因素的影响,可以有效地优化焊接工艺,减少气孔的发生,确保焊接质量。
1.冶金因素的影响
熔渣氧化性的影响:熔渣的氧化性对气孔的产生有显著影响。无论是酸性焊条还是碱性焊条,当熔渣氧化性较强时,CO气孔的倾向增加,而氢气孔的倾向则减少。反之,当熔渣氧化性较弱时,氢气孔的发生几率增加,CO气孔则相对减少。这是因为氧化性强的熔渣会促进CO气体的生成,但不利于氢的释放。
焊条药皮和焊剂的影响:焊条药皮中所含的氧化物(如SiO2、MnO、FeO等)和碱性焊条中的碳酸盐,都会影响气孔的产生。例如,酸性焊条药皮中的氧化物与氢结合形成氢氧化物,从而减少氢的溶入,降低氢气孔的倾向。而碱性焊条中含有较多的碳酸盐,它们在高温下分解产生CO2,通过反应生成OH以去氢,但如果CO2的氧化性过强,未能充分还原,则有可能产生CO气孔。某些焊剂(如萤石)能有效降低氢气孔的产生,但过多的CaF2则可能影响电弧稳定性,并对焊工健康造成危害。
铁锈及水分的影响:母材表面的铁锈、水分、油污等污染物是气孔产生的重要原因,尤其是铁锈。铁锈不仅会氧化熔池金属,还会析出大量氢气,增加氢气孔的倾向。在结晶过程中,铁锈的存在会促使CO气孔的形成。此外,焊条受潮或未充分烘干时,焊条中的水分也容易在焊接过程中释放氢气,进一步增加氢气孔的产生。
2.工艺因素的影响2.1焊接工艺参数的影响:
焊接电流:虽然增大焊接电流可以延长熔池存在时间,但会使熔滴变细,增加比表面积,从而吸收更多气体,反而增加气孔的产生风险。特别是在使用不锈钢焊条时,增大电流可能导致焊芯的电阻热过大,使焊条药皮中的某些成分提前分解,降低保护效果。
电弧电压:电弧电压增大会使弧长加长,熔滴过渡路径增加,保护效果降低。这容易使空气中的氮气进入熔池,形成氮气孔。焊条电弧焊和自保护药芯焊丝电弧焊对这一影响尤为敏感。
焊接速度:焊接速度过大时,熔池结晶速度过快,气泡来不及逸出就被封存在焊缝中,形成气孔。
电流种类和极性的影响 电流种类和极性也会影响气孔的产生。实践证明,在使用未烘干的焊条时,交流电源容易产生气孔,而直流正接则气孔较少,直流反接则可将氢气孔的产生降到最低。因此,在使用低氢钠型焊条时,必须采用直流反接。
2.2工艺操作方面的影响:
焊前准备不充分:未能仔细清理焊接部位(如焊丝、母材坡口表面的铁锈、油污等),容易导致气孔的产生。
焊条和焊剂未按规定烘干:如果焊条未按规定烘干,或烘干后放置时间过长,焊条中的水分可能导致氢气孔。
焊接工艺不合理:如焊接电流、电弧电压过大,焊接速度过快,或者未采用短弧焊和直流反接等方法,也会增加气孔的风险。
气孔的产生不仅与焊接材料的选择和熔池中的反应有关,还与焊接工艺参数、操作方法等因素密切相关。掌握这些形成因素,有助于在实际焊接过程中采取有效的措施,减少气孔的出现,提高焊接质量。
05Five
控制方法
为了有效防止和减少气孔的产生,可以从消除气体来源、正确选用焊接材料以及控制焊接工艺等方面入手。
1.消除气体来源1.1、表面处理焊接前,必须仔细清理钢件和焊丝表面的氧化膜、铁锈及油污等污染物。铁锈通常采用砂轮打磨、钢丝刷等机械方法清除。而对于铝、镁等有色金属,由于它们对表面污染引起的气孔非常敏感,清理工作应更加严格。
1.2、焊接材料的防潮和烘干 所有焊接材料都应防潮包装并储存。焊条和焊剂在使用前需按规定温度和时间进行烘干,烘干后应保存在专用烘箱或保温筒中,做到随用随取。特别是低氢焊条,它们对吸湿极为敏感,当吸潮率超过1.4%时,焊接中容易产生气孔。
1.3、加强防护 焊接过程中应防止空气进入熔池,从而避免氮气孔的产生。引弧时应确保良好的保护,特别是低氢焊条引弧时,若药皮中的造气物质(如CaCO3)未能及时分解并生成足够的CO2,就容易产生气孔。在气体保护焊接时,要注意防风,气体流量应合理控制。流量过大会导致气流紊乱,进而将空气卷入保护区;流量过小则无法有效隔离周围空气,保护效果差。
2.正确选用焊接材料2.1、适当调整熔渣的氧化性 为了减少CO气孔的倾向,可以适当降低熔渣的氧化性;而为了减少氢气孔的倾向,则应适当增加熔渣的氧化性。
2.2、铝及其合金的焊接 在铝及其合金的氩弧焊中,应在氩气中加入少量氧化性气体(如CO2或O2),但要严格控制气体含量,避免过量导致焊缝氧化。
2.3、有色金属的焊接 对于有色金属(如纯镍和纯铜)的焊接,特别要注意脱氧。焊接纯镍时不宜使用纯镍焊丝,应选择含铝和钛的焊丝;焊接纯铜时也不建议使用纯铜焊丝。
3.控制焊接工艺控制焊接工艺的目标是创造有利条件,以促进熔池中气体的逸出,同时避免外部空气中的气体溶入熔池。
3.1、增大熔池存在时间 对于反应型气体(如CO、H2O等),应着重改善熔池内气体的排出条件,适当增大熔池的液态存在时间。对于氢气和氮气而言,只有保证气体逸出的条件优于气体溶入条件,才能减少气孔的发生。
3.2、铝合金TIG焊 在铝合金的TIG焊中,建议采用小焊接热输入,以减少熔池的存在时间,从而减少氢的溶入,同时确保根部熔化,以便氧化膜上的气泡能够有效浮出。
3.3、铝合金MIG焊 在铝合金的MIG焊中,由于焊丝的氧化膜对气孔有较大影响,减少熔池存在时间难以有效防止氧化膜分解产生的氢气溶入熔池。此时,需要适当延长熔池存在时间,增大焊接电流、降低焊接速度或增大焊接热输入,以便有效减少气孔。
3.4、焊接位置的影响 横焊和仰焊时,由于气体排出条件较差,气孔的倾向较高。而向上立焊的气孔较少,向下立焊时,由于熔融金属容易向下坠落,不仅不利于气体的排出,还有可能卷入空气,增加气孔的风险。
通过合理的表面处理、材料选择及焊接工艺控制,能够显著减少气孔的产生,提高焊接质量,保证焊接接头的强度和可靠性。