手持式高频焊机在铜铁三通焊接中的技术解析与应用指南
手持式高频焊机凭借其便携性、精准控温、多材质适配的特点,成为暖通空调、给水供热等领域铜铁三通焊接的高效解决方案。以下是其核心工艺参数、操作流程及质量控制要点,确保焊接强度与密封性满足行业标准(如GB/T 11618、ASME B31.9)。
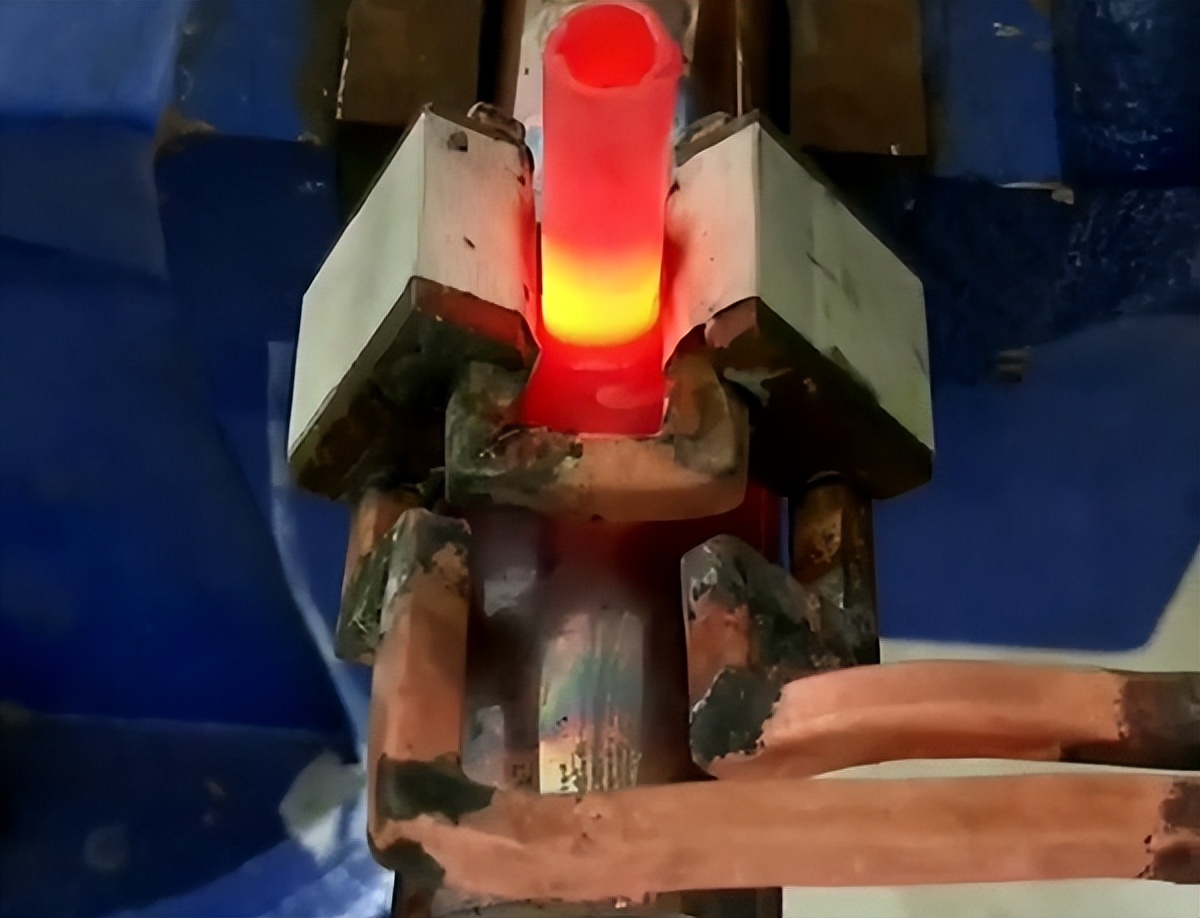
电磁感应加热
高频电流(50-100kHz)通过感应线圈产生交变磁场,金属表面因涡流效应快速升温(铜:600-800℃,铁:850-950℃),实现局部熔融或钎焊。
集肤效应:热量集中于焊接表面(渗透深度约0.1-2mm),减少热影响区,保护母材性能。
技术优势
多材质兼容:通过调整参数适配铜、铁、不锈钢等异种金属焊接。
便携高效:无需固定工位,单点焊接时间3-15秒,效率较传统工艺提升5倍。
节能环保:电能利用率>80%,无烟尘、无明火,符合OSHA与ISO 14001标准。

焊前准备
材料处理:
铜管:酸洗(10%硫酸+水)去除氧化层,酒精擦拭去油污。
铁管:喷砂或钢丝刷清理锈迹,预涂防氧化钎剂(如氟硼酸钾)。
焊料选择:
铜-铜焊接:铜磷钎料(BCuP-2,熔点710-800℃)。
铜-铁焊接:银基钎料(BAg-8,熔点650-760℃)或镍基钎料(BNi-2,熔点970-1000℃)。
设备参数设定(以Φ20mm铜铁三通为例)
参数铜管焊接铁管焊接铜-铁异种焊接功率15-20kW20-25kW20-30kW频率100kHz50kHz75kHz加热时间5-8秒8-12秒10-15秒保护气体氮气(5L/min)氩气(5L/min)氩氮混合气(4:1)
焊接操作流程
步骤1:定位夹持使用夹具固定三通接口,确保铜管与铁管同心度误差<0.2mm。
步骤2:感应线圈匹配选择仿形线圈(如U型或环形),距离焊缝2-5mm,确保磁场覆盖焊接区。
步骤3:加热与送料启动高频焊机,待母材达钎料熔点后送入焊丝(或预置焊环),通过毛细作用填充焊缝。
步骤4:冷却与清理自然冷却或风冷,去除氧化渣与残留钎剂,检查焊缝外观。

目视检测
焊缝连续均匀,无未熔合、气孔、凹陷,焊料渗透长度≥1.5倍管壁厚。
无损检测
渗透检测(PT):检测表面裂纹(允许缺陷尺寸<0.5mm)。
X射线探伤(RT):内部气孔率<2%(按ISO 17635标准)。
压力测试
水压试验:1.5倍工作压力(如暖通系统2.5MPa需测3.75MPa),保压30分钟无渗漏。
力学性能
铜-铜焊接:抗拉强度≥200MPa(母材80%以上)。
铜-铁焊接:剪切强度≥150MPa(镍基钎料)。

暖通空调系统
铜三通焊接:Φ15-50mm铜管分支连接,用于制冷剂管路,泄漏率<1×10⁻⁶ Pa·m³/s。
案例:某商用空调厂商采用高频焊机后,焊接效率提升300%,年节省人工成本40万元。
给水供热管道
镀锌铁管三通焊接:Φ20-100mm管道连接,搭配银基钎料,耐压≥4.0MPa。
工业流体系统
铜-不锈钢异种焊接:化工管道三通,耐腐蚀性满足ANSI B31.3标准。

指标
手持式高频焊机
氧乙炔焊
TIG焊
焊接速度
5-15秒/焊点
1-3分钟/焊点
2-5分钟/焊点
热影响区
1-3mm
5-10mm
3-5mm
能耗成本
0.2-0.5元/点(电费)
0.8-1.5元/点(燃气+氧气)
1.0-2.0元/点(氩气+电)
操作难度
低(参数预设,易培训)
高(依赖焊工技能)
中(需电弧控制经验)

安全规范
个人防护:穿戴耐高温手套、护目镜及阻燃工作服。
环境要求:作业区通风,远离易燃易爆物品,设备接地电阻<4Ω。
设备维护
日常保养:每次使用后清洁感应线圈,检查电缆绝缘层。
关键部件寿命:
IGBT模块:>10,000小时
感应线圈:>3,000次焊接循环

结论
手持式高频焊机通过精准参数调控、多材质兼容性及高效便携性,为铜铁三通焊接提供了高可靠性的解决方案。其适用于暖通、给水、工业管道等领域,显著提升焊接质量与生产效率,同时降低能耗与人工依赖。对于追求工艺升级与绿色制造的企业,高频焊接技术是替代传统方法的理想选择。
