镗孔直径
镗孔直径越大,镗刀需要切削的材料就越多,镗孔速度通常越慢。例如,在对同一种材质进行镗孔时,镗10mm直径的孔比镗5mm直径的孔速度要慢。一般来说,镗孔直径每增加5mm,镗孔速度可能会降低20% - 30%。
工件材质
不同材质的硬度、韧性等特性不同,对镗孔速度影响很大。对于铝、铜等较软的材质,镗孔速度相对较快,如镗铝件时,镗孔速度可达每分钟50 - 80转。而对于硬度较高的合金钢、淬火钢等,镗孔速度则要慢得多,镗淬火钢时,速度可能只有每分钟10 - 20转。

镗刀质量
镗刀的材质、刃口锋利程度等会影响镗孔速度。优质的硬质合金镗刀,耐磨性和切削性能好,能保持较高的镗孔速度。相比之下,普通高速钢镗刀容易磨损,随着使用时间增加,镗孔速度会逐渐下降。新的硬质合金镗刀比使用过一段时间的普通镗刀,镗孔速度可能快30% - 50%。
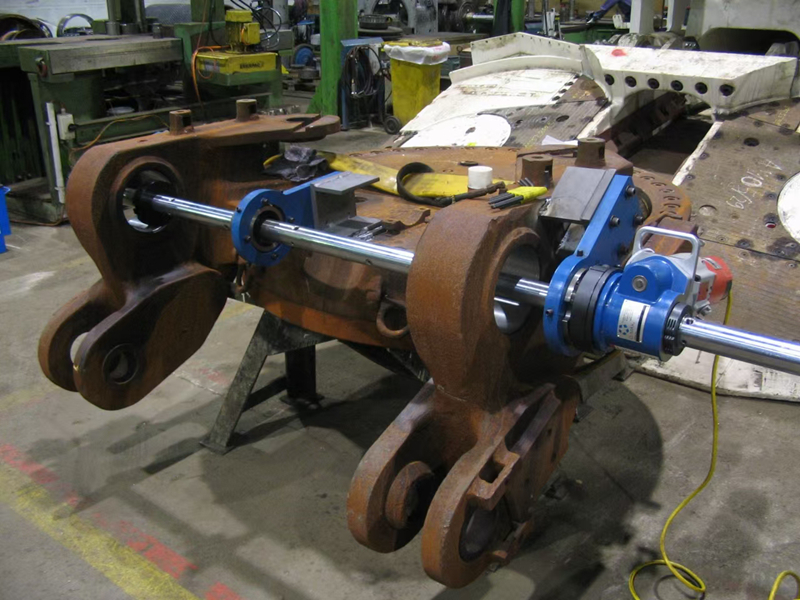
机床性能
机床的功率、转速范围、稳定性等也至关重要。功率大、转速高且稳定性好的便携式镗孔机,能提供更强劲的动力和更稳定的切削运动,镗孔速度更快。例如,功率为2kW的镗孔机比1.5kW的镗孔机,在相同条件下镗孔速度可提高20%左右。
加工工艺参数
进给量和切削深度对镗孔速度有直接影响。适当增加进给量和切削深度可以提高镗孔效率,但如果过大,会导致镗刀负荷过大、磨损加剧,反而降低镗孔速度。一般来说,合理调整进给量和切削深度,可使镗孔速度提高15% - 25%。

