食品厂的生产全程与水紧密相连,从原料的初次清洗,到产品加工中的蒸煮、调配,再到设备的深度清洁,每个环节都离不开水的参与。然而,用水频繁也带来了棘手的废水处理难题。食品厂废水成分繁杂,像蔬菜、水果、乳制品、肉类等加工产生的废水,有机物、悬浮物、杂质、油脂以及致病微生物等相互交织,处理难度极大。
食品加工废水呈现出诸多显著特性。先看排放量,差异颇大,少则每日几立方米,多则数千立方米,如某水果罐头厂日废水量可达 2000m³,肉类加工厂有 600m³/d,腌制品厂为 500m³/d,大量未经处理的废水排入环境,会给水体带来沉重负担。
污染物浓度高也是一大痛点,肉类加工企业废水 COD 浓度常超 5000mg/L,豆制品企业甚至高达 10000mg/L,饮料企业也有 3000mg/L,这些高浓度有机物进入水体,会迅速消耗水中氧气,致使水生生物因缺氧面临生存危机。

悬浮物浓度不容忽视,原料残渣、设备磨损颗粒等混入废水,若不在前期有效去除,极易堵塞管道,干扰后续处理流程。
此外,食品种类的多样性造就了废水特性的多元化,豆制品废水富含蛋白质,直接排放既浪费资源又易滋生细菌;水果、饮料废水因加工工艺常呈酸性,pH 值低,会腐蚀排水管道,还可能改变土壤酸碱度;肉类加工废水含高浓度氮、磷化合物,排入水体易引发富营养化,藻类疯长,破坏水生态平衡。
当下,“物化预处理 + 生化处理” 是公认的主流废水处理方法,能助力废水达标排放。以某正蓬勃发展的食品厂为例,随着规模扩张、产量攀升,搬迁后废水量翻倍增长。为此,专业团队为其量身打造了涵盖格栅、隔油池、混凝气浮装置、厌氧生物处理、好氧生物处理等的废水处理系统,进水 COD 浓度约 5000mg/L,SS 浓度约 600mg/L,氨氮浓度 50mg/L。
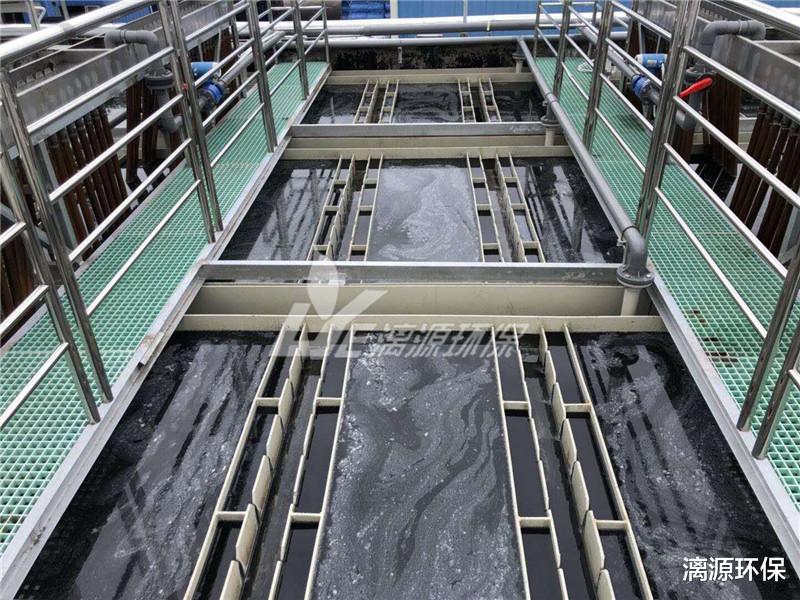
在废水处理前端,格栅、隔油池与混凝气浮装置协同发力,宛如一道坚固防线,拦截悬浮物、漂浮物与油脂。隔油沉淀池凭借物理沉淀原理,悬浮物去除率不低于 60%,动植物油去除率至少 30%;气浮设备运用先进气浮技术,动植物油去除率超 95%,悬浮物去除率超 90%。
混凝气浮装置更是集物理与化学法之长,一方面通过滤网、沉淀等物理手段捞取悬浮、大体积颗粒,另一方面向废水中精准投加混凝剂,促使有害化学物质、微生物等凝聚沉淀,大大减轻后续处理压力。
厌氧生物处理作为核心环节,凭借厌氧微生物在无氧环境下 “大显身手”,将有机物逐步转化为无机物与少量细胞物质,COD 去除率超 85%,过程中产生的沼气还可收集作为清洁能源,实现资源再利用。

食品加工废水氨氮处理多采用生物法,这是一场由氨化细菌、硝化细菌和反硝化细菌接力完成的 “净化马拉松”。氨化细菌率先将有机氮转化为氨氮,硝化细菌接力,在有氧环境下把氨氮氧化为亚硝酸氮和硝酸氮,最后反硝化细菌在缺氧条件下登场,将亚硝酸氮和硝酸氮还原为氮气排入大气,有效削减氮含量,防范水体富营养化。
总之,食品厂务必依据自身生产工艺、废水特质,并紧密参照排放标准,定制专属废水处理系统,兼顾经济成本与运行稳定性,实现可持续发展。唯有如此,方能在保障生产顺利推进的同时,守护好生态环境,为企业长远发展筑牢根基,在激烈的市场竞争中稳健前行。
