焊接作为现代制造业中金属连接的核心工艺,其质量直接影响设备的结构强度与安全性。焊缝表面缺陷(如裂纹、气孔、咬边、未熔合等)可能引发应力集中,导致设备失效甚至灾难性事故。因此,开发高效、精准的表面焊缝缺陷检测技术成为工业质量控制的重要课题。本文系统梳理传统与智能化检测方法,并探讨未来发展趋势。
原理:通过肉眼或放大镜观察焊缝表面形态,依据经验判断缺陷类型。
技术特点:
成本低、操作简单,但依赖检测人员专业水平
适用于初步筛查,检测精度有限(仅识别≥0.1mm的明显缺陷)
标准化参考工具:如ASME B31.3的焊缝余高测量尺
2. 渗透检测(PT)原理:将荧光或着色渗透液涂覆焊缝表面,通过毛细作用渗入缺陷,显像剂吸附后显示痕迹。
技术特点:
可检测微米级开口缺陷
适用于非磁性材料(如铝合金),但无法判断缺陷深度
3. 磁粉检测(MT)原理:对铁磁性材料施加磁场,缺陷处磁力线畸变吸附磁粉形成可见指示。
技术特点:
灵敏度高(可检出0.01mm裂纹)
仅限铁磁材料,需退磁处理
二、智能化的现代检测技术1. 机器视觉检测核心技术:
图像采集:工业相机+高分辨率镜头(如500万像素CMOS)
图像处理:采用OpenCV进行灰度化、滤波、边缘检测(Canny算子)
缺陷识别:基于深度学习的YOLOv5、Mask R-CNN模型,准确率可达95%以上
案例:某汽车厂采用线阵CCD相机(扫描速度3m/s),实现焊缝表面气孔的实时检测。
2. 红外热成像技术原理:通过主动热激励(如激光、卤素灯)产生温度场,缺陷区域因热导率差异显示异常温区。
技术优势:
非接触式检测,响应时间<0.1s
可同步检测表面/近表面缺陷
挑战:需解决环境温度干扰问题
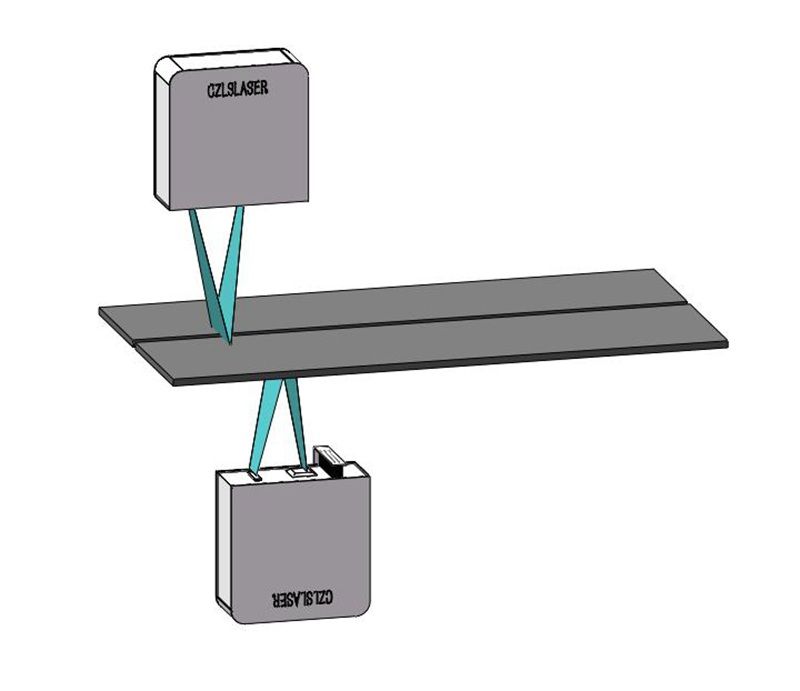
3. 激光扫描三维重构技术路线:
线激光扫描获取焊缝点云数据(精度±0.02mm)
点云配准与三维建模
特征参数提取(如凹陷深度、凸起高度)
应用:核电管道焊缝的几何尺寸在线测量
4. 超声波相控阵(PAUT)创新点:
多晶片阵列实现声束偏转与聚焦
C扫描成像技术直观显示缺陷形态
检测速度较传统UT提升3倍
结论表面焊缝缺陷检测技术正从人工经验判断向智能化、数字化方向演进。传统方法在特定场景仍具实用价值,而机器视觉、激光扫描等新兴技术通过融合AI算法大幅提升了检测效率与精度。未来随着工业4.0的推进,基于物联网的在线检测系统将成为智能工厂质量控制的核心环节。
