
随着消费类电子产品承载的功能越来越多,产品续航时间成为一个需要解决的重要问题,而电池是实现续航时间的关键,在未来,小型化、高容量以及循环充电次数增多,将成为市场对电池提出的新要求,扣式电池作为消费类电子产品一个很重要的构成部件,在市场的推动下,技术变革时期已经到来。
 混浆
混浆
 涂布
涂布
 碾压
碾压
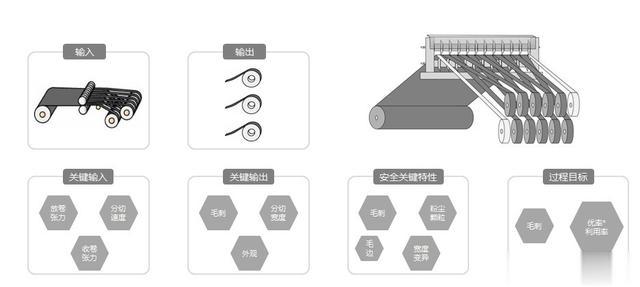
 分条
分条
 制片
制片A
正极片宽度
B
正极片A面空铝长度
C
正极片长度
D
负极片宽度
E
负极片A面空铜长度
E
负极片长度
 自动弯折
自动弯折A
正极边缘至凸出部位边缘距离
B
正极弯折角度
C
负极边缘至凸出部位边缘距离
D
负极弯折角度
E
折弯处不可破损
 贴胶
贴胶A
胶带水平边长度
B
胶带垂直边长度
C
胶带水平边到负极柄水平边间距
D
胶带垂直边到负极柄垂直边间距
 卷绕
卷绕A
电芯直径
B
电芯高度
C
隔膜高度
D
极耳凸出隔膜长度
E
两极耳中心线位置相对于圆心夹角
 折极耳
折极耳A
下折负极柄,使极柄平贴小壳底面上,必正须覆盖到小壳圆中心点位置,以圆中心点为准,覆盖面积>直径3.5mm.范围以上
B
折极柄处不可断裂或破损
 点焊
点焊A
镍片水平边长度
B
镍片垂直边长度
C
焊接面积必须在,小壳圆中心直径3.0mm范围以内
小壳内外侧皆不可焊破
 贴胶带
贴胶带A
胶带水平边长度
B
胶带垂直边长度
C
胶带水平边到负极柄水平边间距
D
胶带垂直边到负极柄垂直边间距
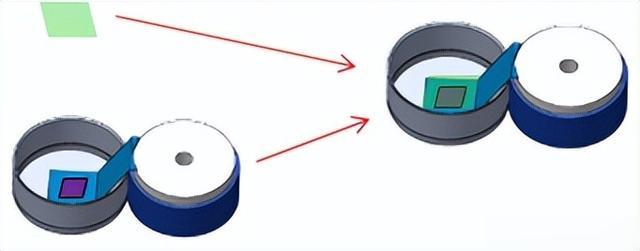
 入壳
入壳将负极柄略轻顶向圆心部位折向塑形,并下放电芯端面,面向小壳内侧底部,使素子端面在小壳内
A
电芯上端面至小壳外侧底部总高
 折极耳
折极耳A
下折负极柄,使极柄平贴小壳底面上,必正须覆盖到小壳圆中心点位置,以圆中心点为准,覆盖面积>直径3.5mm.范围以上
B
折极柄处不可断裂或破损
 点焊
点焊A
镍片水平边长度
B
镍片垂直边长度
C
焊接面积必须在,小壳圆中心直径3.0mm范围以内
小壳内外侧皆不可焊破
 贴胶带
贴胶带A
胶带水平边长度
B
胶带垂直边长度
C
胶带水平边到负极柄水平边间距
D
胶带垂直边到负极柄垂直边间距
 烘烤
烘烤真空度 Torr
温度 ℃
维持温度真空度的时间长度 hrs.
后续需接干燥室环境干燥露点温度

 注液
注液定量仪器辅助,注液量 g. (可分次注入)
扫条形码记录注液前重及后重
 真空浸润
真空浸润真空度 Torr
维持真空度的时间长度 min.
破真空至常压
真空操作循环次数 n=3
 贴胶带
贴胶带A
圆形胶带的直边用以避开正极柄宽度位置
B
圆形胶带贴附于端面上,与电芯形成同心圆对位,不可超出电芯直径
C
胶带外圆直径 mm.
 入壳
入壳A
大壳开口直径 mm.
B
合盖后高度尺寸 mm.
将正极柄略轻顶向圆心部位折向塑形,并下放大壳,大壳开口朝下合上
C
大壳下压合盖时的停止高度位置
 合盖
合盖真空度 Torr
A
大壳开口直径 mm.
B
大小壳压合后总高尺寸 mm.
 铆合
铆合A
模合后最大直径尺寸 mm.
B
铆合后最大高度尺寸 mm.
表面无损伤
 水洗
水洗以水浴浸泡或清水淋浴的方式清洗外部
去除表面的水(风干或擦干)
此站不需在干燥环境
 化成
化成
 成品尺寸
成品尺寸

