切割加工过程中,切割顺序对零件的质量有很大的影响。另外通过调整切割顺序,还可以影响切割效率,某些情况甚至可以提高50%以上。今天就给大家讲讲SinoCAM的切序教程。
(一)自动切序
1.在SinoCAM软件中排版完成后,点击“自动切序”。

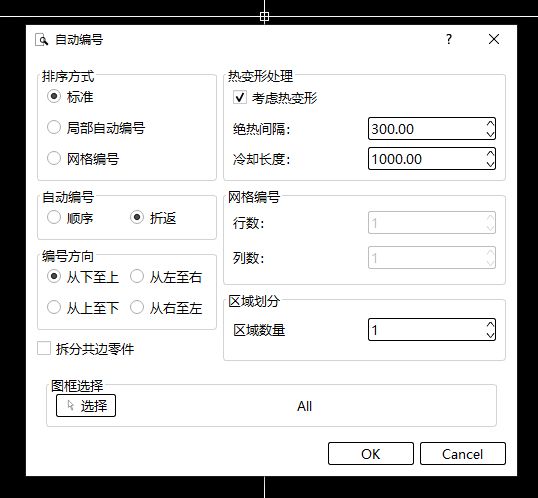
2.点击后的界面如下:

用户可以按照自己实际的需求选择排序方式、自动编号方式以及编号方向。如果排版后的零件是共边的,需勾选“拆分共边零件”,以确保共边零件的切序按照我们设置好的顺序来。
注意点
(1)图框选择:这里可以选择需要编号的排版框,图上“all”表示的就是所有的排版框,也可以根据实际需求框选需要编号的排版框。
(2)热变形:有时候在切割过程中,因为高温会引起零件的变形,用户可以勾选考虑热变形,根据实际的情况去设置绝热间隔和冷却长度。
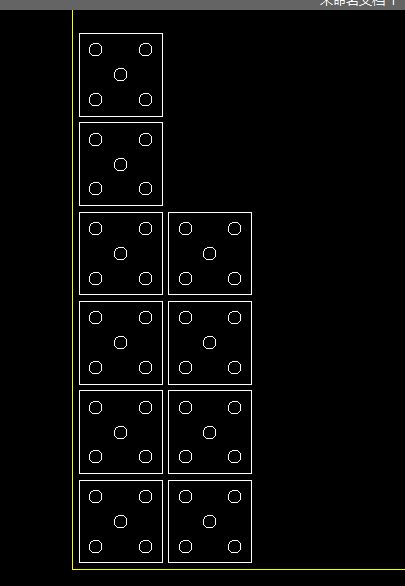
3、点击ok,软件开始自动编号。
(二)调整切序
编号完成后,可以对编号进行手动微调,点击“调整切序”,

选择你要调整的零件,依次点击,右键确定,即可调整顺序。

(三)滑动编号

滑动编号是一个辅助性的工具,可以理解为手动编号,用户可以按照自己的想法给零件进行滑动式编号。
(四)取消编号

SinoCAM可以对已经编号的零件取消编号,有三种模式,用户可以按照自己的需求去取消。
(五)内轮廓切序
比如下图中的零件,零件内部有多个内孔,内轮廓切序就是对这些内孔进行切割排序。
(六)钻孔排序
钻孔排序功能是针对某些特定机型,产生相应的程序。这里不多做阐述。
