调整切序的意义:有效减少空走,预防变形,提高切割效率,提高质量,降低生产成本。
在SinoCAM套料软件中,切割顺序默认先内后外(如遇特殊情况,比如外轮廓臂薄,先切割内部的话容易变形,这时候我们就选择先外后内);默认先小件后大件(如果先割大件,小件的板材切割区域容易热变形)。通常实际生产中,我们多采用两种切割顺序:1、渐进式切割顺序:平衡热输入,减少重复路径,操作运行空间更安全,方便辅助工的收/理料,减少设备的磨损,延长设备的使用寿命;2、交替性切割顺序:规避受热集中,搭配零件的切割方向、引入点的优化(如割缝起弧等),来提高切割效率。在SinoCAM智能套料软件中,点击自动切序,软件会根据排版方案自动赋予零件切割顺序。但如果用户对生成的切割顺序不满意,或者想要优先切割某个零件,这种情况应该如何处理呢?1、点击自动切序,用户按照实际的需求自行调整;


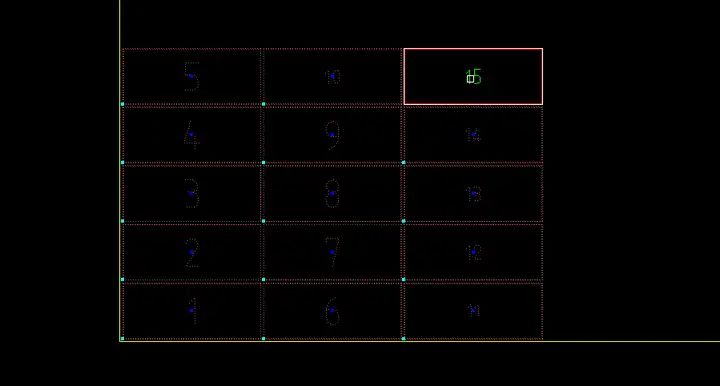
自动生成的切序如下:

2、如果对生成的切割顺序不满意,可以手动进行修改;
点击调整切序--再点击选中需要调整切序的零件--右击,软件会根据点选的顺序对切序进行调整;
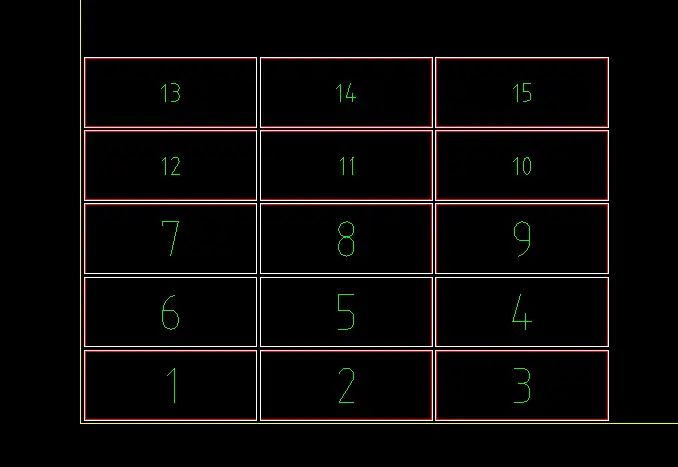
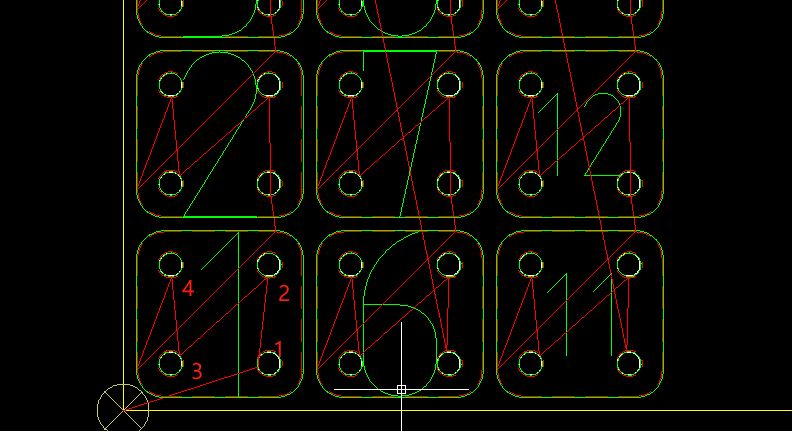
调整后的切序如下,可以看出,跟上图一开始的纵向序号完全不同;
用户也可以通过滑动编号手动调整切序:

点击前一个零件,移动鼠标,滑过需要调整切序的零件,滑过的零件便会依次排序。

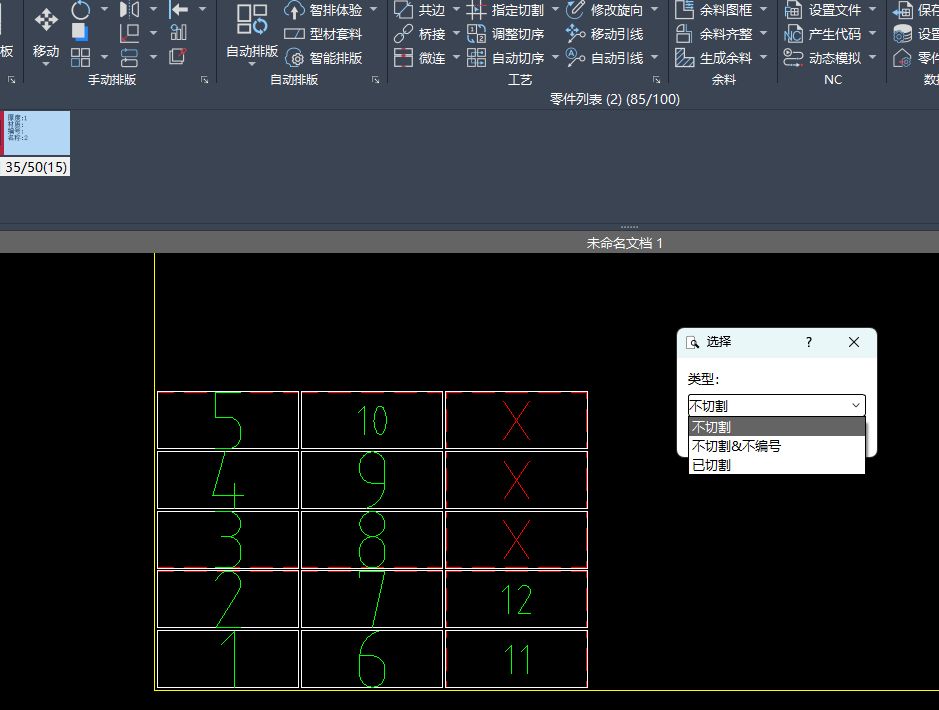
3、我们也可以对已经自动编号的零件进行取消编号的操作,使这个零件不切割,或者说这个零件已经切割过了,无需再切割。

点击取消编号,可以设置这个零件的不切割或者不编号或者已切割的状态。
4、如果零件内有多个内轮廓,我们也可以对内轮廓进行自动切序;

选中零件,右击,可以编辑该零件的内轮廓编号方向。

产生代码来看下实际情况,可以清晰的看到内轮廓是从右到左的一个切割顺序。
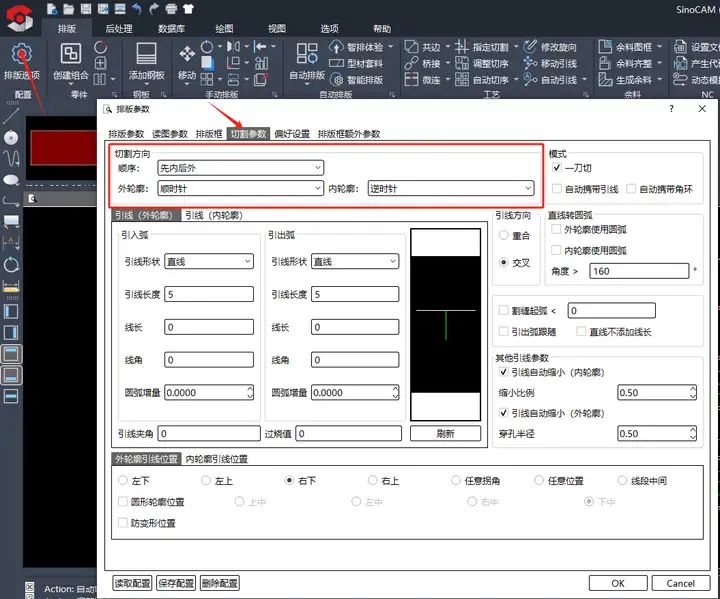
当然,在排版前我们还可以设置零件先切内轮廓或是先切外轮廓,以及内外轮廓的一个顺逆时针,一般默认先内后外以及外顺内逆。
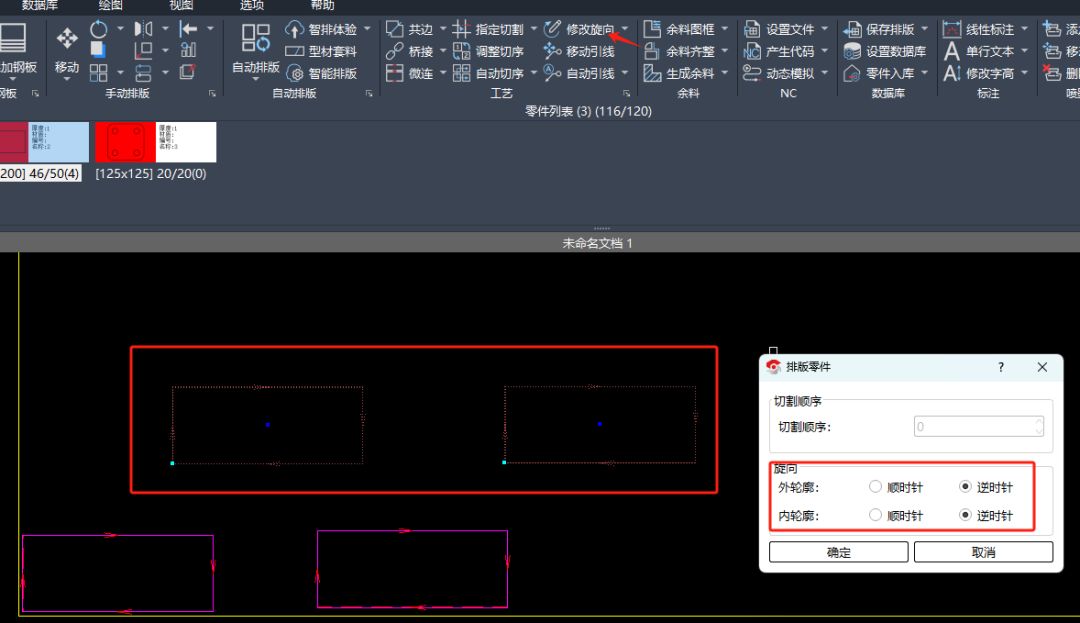
排完版后,如果怕零件切割过程中发生变形,想要修改单个或者多个零件的旋向,我们可以通过修改旋向的功能实现。
打开功能显示开关里的旋向显示,查看零件的旋向;
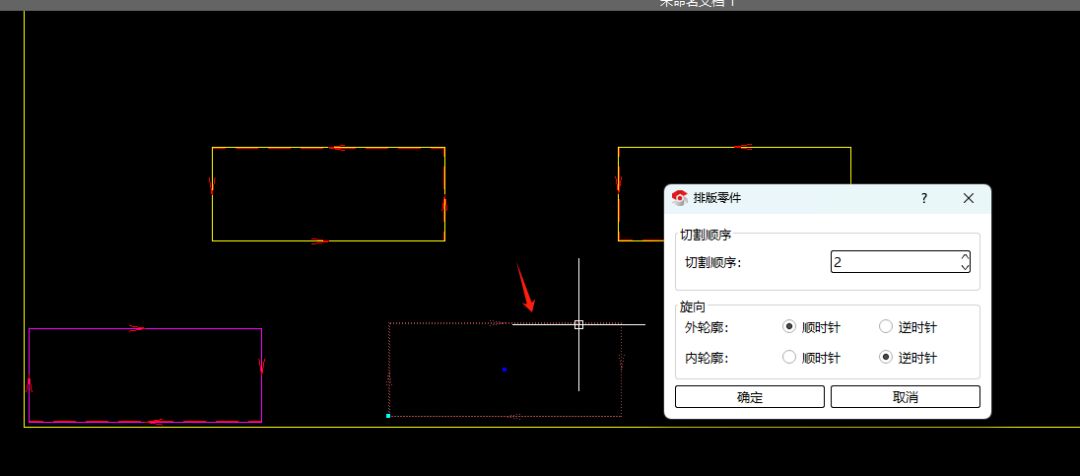
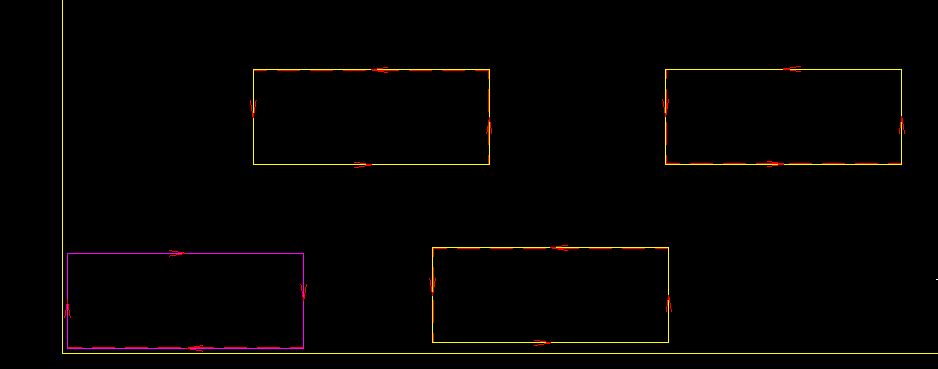
点击修改旋向--选中零件--右击,可以更改零件内外轮廓的旋向,顺时针的零件外轮廓会用紫色显示,逆时针是黄色显示。

对于单个零件的旋向修改,我们也可以通过双击排版图上的零件实现。
本文为SinoCAM原创,欢迎交流分享。
