前些年,知乎上有人提出这么一个观点,即真正在遗址中出土的青铜器,来历不明的、或海里捞的等缺少可信考古信息的情况不算,那么西方整体发现不超过70斤。
一石激起千层浪,这位作者自然引来无数嘲讽。但事实上以此标准看,西方的确没有发现多少青铜器,发现的都是一些青铜小饰品,因此西方有没有过青铜时代还真是一个问题。

与西方不同,中国发现的青铜器数不胜数,而且用途广泛,上至国器、下至农具,已在社会的方方面面皆有使用,因此中国青铜时代货真价实。
更重要的是,在中国的青铜器中,还有一些青铜器极为特殊,比如“司母戊鼎”(或称“后母戊鼎”,名称有争议),高133厘米、口长110厘米、口宽79厘米、厚约5厘米,重832.84公斤,是中国古代、也是世界上已知最重的青铜器。那么,商人怎么造出如此巨大的青铜器?

司母戊鼎是青铜器,因此首先遇到的一个问题是:司母戊鼎的金属含量配比。也就是说,首先要炼出青铜,才能铸造司母戊鼎,那么司母戊鼎的青铜材料如何炼制?
现代学者通过科学手段,定性和定量分析发现:“后母戊”青铜方鼎含铜 84.77% 、锡 11.64% 、铅 2.79%。令人惊讶的是,这一配比与文献记载大致接近。

周朝文献《周礼·考工记·筑氏》中记载:铸造钟鼎时,古人把合金分为六等分,其中锡占六分之一,这是因为钟鼎需要较高的韧性,因此含锡量较低;但制造刀剑时,需要更高的硬度,因此含锡量较高。可见,司母戊鼎的锡含量与文献记载的大致相同,或者说商代对青铜合金配比应该已经形成一定标准。
需要说明的是,纯铜熔点接近1100°,但加入锡或铅形成青铜合金时,熔点就会降低,商代青铜器的熔点一般在 700 摄氏度至 900 摄氏度之间。变成青铜合金之后,反而具有熔点低、硬度高(比如含锡 10% 的青铜的硬度却是纯铜的 4.7 倍)、化学性能稳定等优点,所以才广受欢迎。

中国铜器铸造工艺大致分为四类,即模范法、失蜡法、翻砂法(古代铸币的主要工艺法,盛于唐代之后)、锻打法。司母戊鼎体量巨大,上面还有很多精美花纹,因此不可能使用锻打法,那么是使用模范法,还是失蜡法呢?
首先,商周时期的青铜器,大多使用模范法,就是使用陶制的模具,将铜液浇灌到其中,等到铜液凝固之后再拆掉模具,由此得到成型的青铜器。
上个世纪,山西侯马发现晋国作坊遗址,出土了几万件“陶范”,其中还有齿轮陶范,由此不仅看到晋国为何强大,同时也可见陶范法的运用之成熟。

其次,失蜡法成本较高,往往用于精密青铜器制作,即制作“蜡模”,对其进行精细雕刻,制成复杂的铸件模具,然后对其内外填充与包敷耐火材料,再用火一焙烧,蜡模融化后就形成相应模具,最后浇灌铜液即可。
如今,一般认为中国“失蜡法”始于春秋,最典型的是“曾侯乙墓尊盘”(见上图),因此司母戊鼎不太可能是失蜡法制作。当然,中国失蜡法不是突然出现的,在此之前的是“焚失法”。
因此,现代学者考证认为:后母戊鼎采用陶范法铸造而成,而且是除双耳以外,鼎身和鼎足是一次浇铸成型。

但这里还有两个问题:其一是鼎的双耳如何铸造,如何与器身“合体”;其二如何解决冷却过程中,四足拥有足够支撑力的问题?尤其第二个问题看似简单,实质里面蕴含科学知识。
首先,司母戊鼎双耳与器身分开铸造,但两者如何“合体”的呢?现代研究揭开谜团,即在铸造耳朵时,里面预留了陶范,相当于耳朵下部是空的,而在器身上也有孔洞,与耳朵孔洞相对应,于是将铜液通过耳朵上的浇道灌入,最后就流到器身。而器身上的孔洞连到外部,铜液流到这里后,正好可以将外面包裹的东西固定起来。
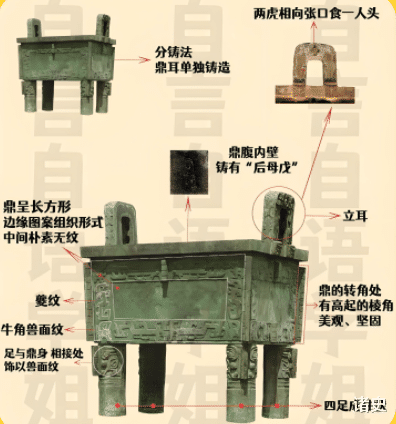
其次,司母戊鼎四足是空心的。按照常理,司母戊鼎重达一吨,商人不会吝啬于再省一点铜料,理应铸造实心四足才对,且铸造成实心也更简单,那么为何将四足铸造成空心呢?
原因很简单,器身壁厚只有5厘米,冷却的比较快,但四足却较粗,冷却的比较慢,依据热胀冷缩的原理,因为冷却情况不同,会导致四足与器身的连接处会发生扭断。因此,司母戊鼎四足是被特意铸造成空心,可见商代中国青铜铸造技术之高超。

最后,司母戊鼎不仅只是一件青铜器,背后还隐藏了很多历史,比如以下两点:
首先,司母戊鼎重达一吨,至少需要一吨以上的青铜原料,而且铸造工艺复杂,这就必然需要庞大的青铜铸造业,精密的计算与配合,以及高效率的协同作业,否则稍有疏忽就可能造成缺陷,乃至报废,这远非同期其他文明可比。
其次,司母戊鼎的铸造技术,涉及很多方面的知识,除了上文谈到的四足空心问题,还有如何确保对称部位尺寸一致,联系到东汉游标卡尺,显然在商朝已有相关精确测量的工具。如今不少国人相信西方宣称,将很多发明创造都归于西方,显然非愚即坏。
参考资料:
《经济观察报——后母戊:这件最重的大鼎是如何铸造的?|国宝身世》、《周礼·考工记》等
