假设我们正在使用一台机器视觉检测设备对塑胶制品进行缺陷检测,这些缺陷包括气泡、凹陷裂纹毛刺等。以下结合实际标注中的常见问题,说明如何优化标注质量以提高检测设备的性能。

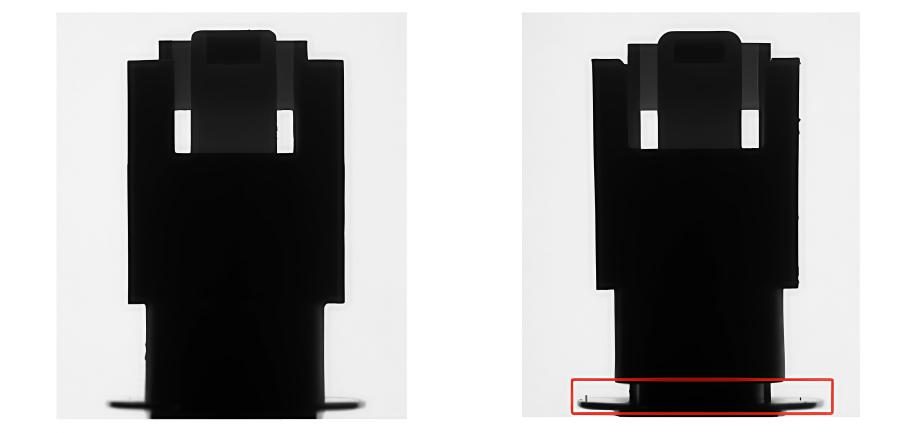
检测塑胶外壳表面和边缘的常见缺陷:
首先把距离近的缺陷合到一起。在塑胶外观表面上,如果两个气泡缺陷的距离比较近,像1毫米之内,就需要把它们合并成一个标注框,避免过多标注。这种处理办法能减少没必要的标注,让模型更专注于整体特征的学习,进而有效防止把相邻的缺陷错判成多个独立问题。
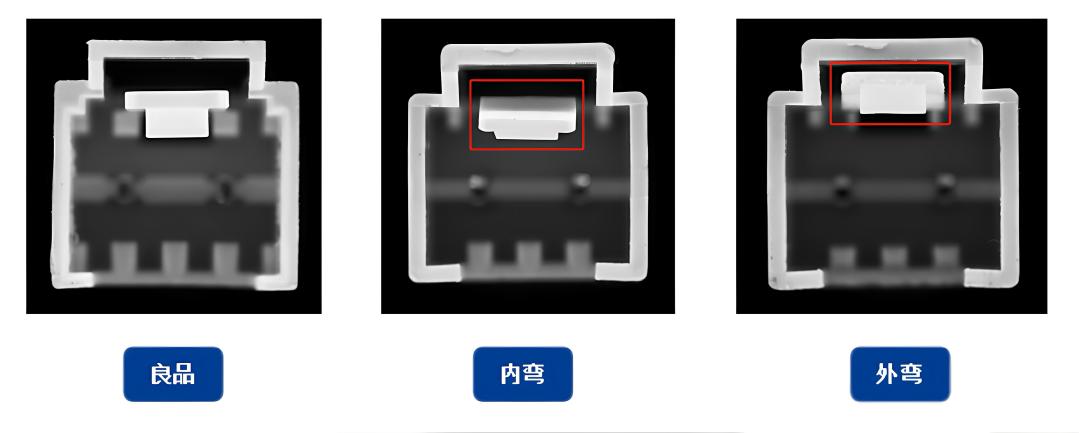
避免细长目标的标注。像在边缘出现的那些细长裂纹(比如长宽比是10:1这种情况),是需要适当把标注框扩宽扩大,让长宽比接近3:1并且同时把一定的上下文区域也包含进去。调整过后的标注框能帮模型更好地提取整体特征,提升模型对边缘缺陷的识别能力。
假设缺陷直径比较小,像小于10×10像素的缺陷直接进行标注就会让特征提取不够,所以需要把标注框扩大到15×15或者更大的像素。扩大后的标注框,能增强模型对小目标的识别能力,从而可避免因标注过小而引入噪声。为避免标注那些不明显的特征,对于诸如轻微色差等此类不明显的缺陷特征,应当避免进行标注,以防止提升模型的误检率。因此有限标注裂纹、毛刺气泡等边界明显清晰、容易区分的缺陷,有助于提高模型的检测精度和稳定性。
在标注框精确覆盖缺陷区域内,标注框应尽可能紧贴缺陷边缘,避免覆盖过多的背景。例如,对边缘的毛刺进行标注时,框的大小应精确匹配缺陷区域,而非包含过多无关背景。在训练集中时应保证不同缺陷类型的样本数量均衡,防止某些缺陷因样本过少而难以被模型学习。通过增加稀少缺陷的样本数量,能够提升模型的全面识别能力,减少漏检风险,大大提高检测效率和检测准确性。
在机器视觉检测中,标注质量是决定模型性能的核心要素。工程师必须通过反复调整机器视觉算法和通过不断优化标注规则,才能形成科学的标注方法提升工业检测系统性能。特别是在处理复杂场景和多种缺陷时,优质的标注策略能够让模型更高效的完成检测项目。
