一、热熔连接是指非金属与非金属之间,是经过加热升温至熔点后的一种连接方式。广泛应用于PP-R管、PB管、PE-RT管、铝塑稳态管、铝合金衬塑复合管道系统等新型管材与管件连接。热熔承插连接具有:连接简便、使用年限久、不易腐蚀等优点。
二、热熔控制温度 PB:230℃±10℃;PE-RT:240℃±10℃;PPR:260℃±10℃
加热时间表(仅供参考):

注:环境温度低于5℃时,加热时间延长50%。
三、连接流程如下:检查→切管→清理接头部位及划线→加热→撤熔接器→找正→管件套入管子并校正→保压、冷却。
1. 准备工作
工具与材料:热熔机、管材、管件、切割器、清洁布、测量工具等。
检查材料:确保管材和管件规格匹配,无损坏。
清洁:用清洁布擦拭管材和管件连接部位,去除杂质。
2. 切割管材
使用切割器将管材切成所需长度,确保切口平整、无毛刺。
3. 标记深度
在管材上标记承插深度,避免插入过深或不足。
4. 加热
将热熔机加热至适当温度(通常为260℃左右)。
同时将管材和管件插入加热模头,保持加热时间(参考管材规格)。
5. 承插连接
加热完成后,迅速将管材插入管件,保持压力,确保标记深度到位。
避免旋转或移动,防止连接不牢固。
6. 冷却
保持连接不动,等待冷却固化(时间视管材规格而定)。
冷却期间避免外力干扰。
7. 检查
冷却后检查连接处是否牢固、无缝隙或泄漏。
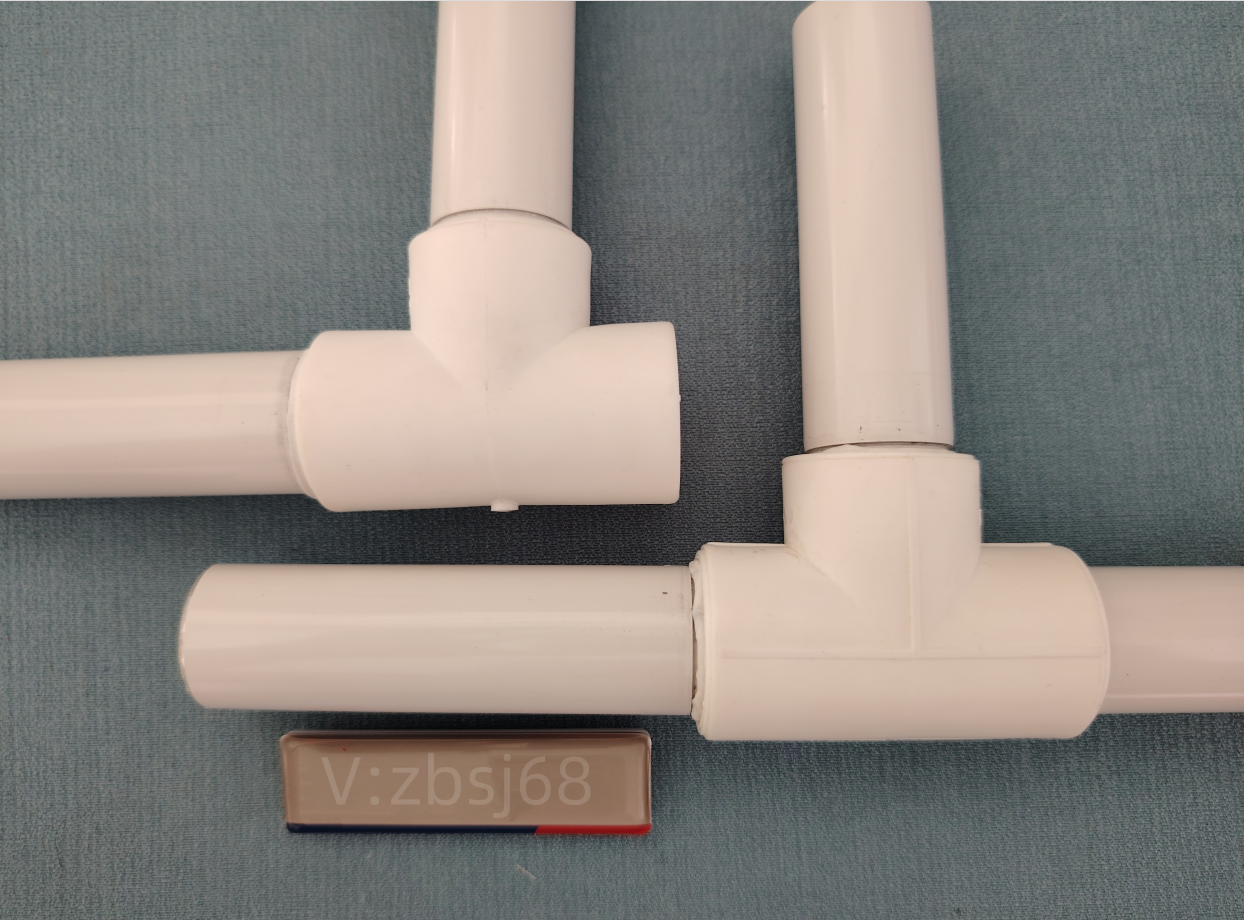
热熔三通实拍效果
注意事项
温度控制:确保热熔机温度准确,避免过热或不足。
时间控制:加热和冷却时间需严格遵循管材要求。
安全防护:操作时佩戴防护装备,避免烫伤。
四、热熔连接操作:达到加热时间后,立即把管材和管件从加热套与加热头上同时取下,迅速无旋转地直线均匀插入到所标深度,使接头处形成均匀凸缘。
备注:管材与管件的连接端面和熔接面必须清洁、干燥、无油污。

热熔弯头实拍
