挤压模是由无口模与任意一种模套配合而成。挤出型模具是靠压力来实现产品的后定型,塑料经模具的挤压,直接挤入线芯和缆芯,挤出的塑层结构紧密坚固。塑料可嵌于线芯或缆芯的间隙内,与制品结合紧密无隙,挤包层具有绝缘强度,外表面平整光滑。但是,这种偏芯调节难,且易磨损,特别是当当线芯、缆芯弯曲时,易造成塑层偏芯严重;产品质量对模具依赖较大,挤塑对配模精度要求高,挤塑对配模精度要求高,挤压线芯弯曲性能差。
较后压力的大小取决于模芯与套筒的配合角差,它影响到塑层质量和挤出产量;模芯、模套尺寸也直接决定了挤出制品的几何形状尺寸和表面质量。模具套塑部分孔径必须考虑“膨胀”后的解压和冷却收缩等综合因素。对于模芯来说,孔径尺寸也是非常严格的。型心孔径过小,显然线芯或缆芯通造成挤压偏心。此外,由于挤压模在挤压模口中产生较大的反力,其挤压产量也比挤压模的低。所以,挤压模一般只适用于小截面线芯或要求紧压紧.外型特别圆.线芯均匀,及挤塑拉拔比太小。现在,越来越多的挤塑模被用挤管或半挤管取代。
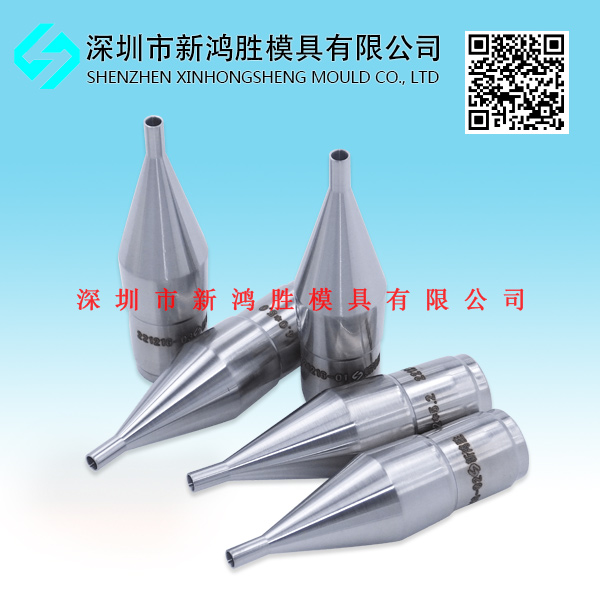
挤管模是由长嘴型芯和任意一种模套配合,将型芯嘴伸至与套口的水平,即构成挤管模。挤压模是由于模具的作用,使挤压塑料在挤压成型后形成的管子,再经拉伸,包覆于电线电缆的线芯或缆芯上。