虽然这些商业纯铜3D打印解决方案似乎已经取得了一定发展,可以创建先进几何形状,但可能需要进一步研究以确定满足热管理器件实际功能要求的可行性。先进热管理器件的性能在很大程度上取决于拓扑优化的细节特征,如薄壁、晶格结构和多孔泡沫,这些结构可能需要非常不同的加工窗口。

目前许多商业增材制造供应商并没有明确给出其纯铜薄壁结构3D打印的极限,而这些属性恰好是散热器和热交换器的主要功能特征。这实际上是指,3D打印的块体和薄壁结构,在尺寸精度、几何变形、表面粗糙度、密度、微观结构、机械性能和整体可打印性方面存在明显差异。供应商往往给出样块打印的数据,在打印其他精细结构时,或有不同。
因此,在获得具有高导热性的致密且形状良好的薄壁铜结构之前,可能需要从现有的商业解决方案中建立全新的、不同的工艺参数和打印策略。这对于基于液体的散热器和热交换器来说尤其重要,以防止工作流体的泄漏和交叉污染。
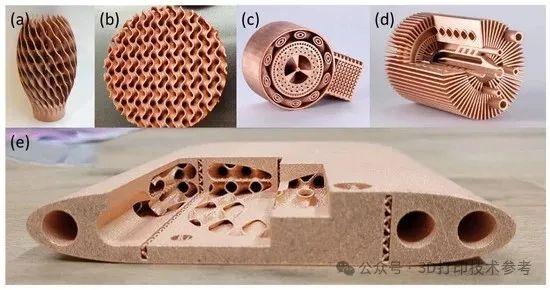 使用LPBF工艺制造的铜部件:( a ) 散热器,( b ) 壁厚 0.35 mm、单元尺寸5mm 的TPMS 陀螺结构( c -e) 热交换器
使用LPBF工艺制造的铜部件:( a ) 散热器,( b ) 壁厚 0.35 mm、单元尺寸5mm 的TPMS 陀螺结构( c -e) 热交换器
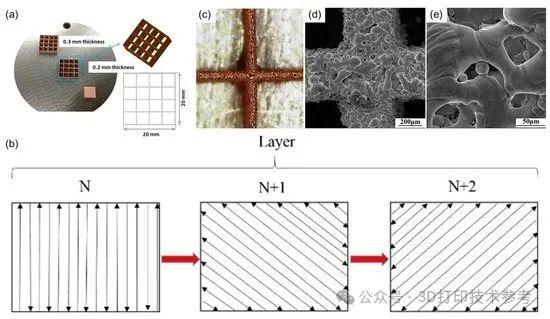
2019年,国内研究人员研究了使用典型的1060nm近红外波长激光器、束斑尺寸为80µm的L-PBF设备制造纯铜薄壁网格结构。在190W的激光功率和500mm/s的扫描速度下,形成了0.2mm、0.3mm和0.5mm厚度的薄壁。尽管使用了60µm的扫描间距,与单个激光扫描轨迹相比,多个熔池重叠提供了额外的能量。但作者观察到,薄壁主要由不连续的熔池珠组成,仅部分熔合在一起。此外,还发现一些粉末颗粒被夹杂在相邻半熔珠之间形成的洞穴状孔隙中,特别是在网格状结构的交叉点处。为了实现进一步致密化,作者提出使用更高功率的500W激光器并结合几种激光重熔扫描策略。同时,能量输入也不宜过大。当多个薄壁紧密堆积在一起时,例如在网状结构的情况下,大的剥蚀区域的形成可能导致下一个沉积层的粉末床不均匀。
另有研究人员对长18mm、高4mm的自立式纯铜薄壁进行了L-PBF工艺参数研究。所使用的3D打印机配备了波长为1070nm的激光单元,束斑尺寸为35µm。作者研究了100W、150W和200W三种不同的激光功率、30µm、45µm和60µm三种不同的层厚度以及150mm/s-1250mm/s。对于激光功率,作者发现,即使在同一轨道上进行多次扫描,薄壁连续性的改进对激光功率的不同组合或这些功率的不同顺序不敏感。事实上,高激光功率的重复通过只会对薄壁产生有害的成球效应。在这里,再次强调了在高激光功率下使用重熔策略时对薄壁结构的剥蚀影响。对于扫描速度,作者发现,虽然最高1250毫米/秒的扫描速度可以提供足够的能量来形成薄壁,但粘合程度极低,从而导致非常薄的壁,强度较低。随后,通过比较熔池轨迹的连续性和壁厚,作者能够确定300毫米/秒的最佳扫描速度。
 通过NIR L-PBF在不同激光功率、扫描速度和层厚度下制造的独立式纯铜薄壁( b ) 薄壁的横截面( c )横截面的 EDX 分析突出显示了导致凸起的底部铁污染
通过NIR L-PBF在不同激光功率、扫描速度和层厚度下制造的独立式纯铜薄壁( b ) 薄壁的横截面( c )横截面的 EDX 分析突出显示了导致凸起的底部铁污染
此外,由于钢的导热率较低,现在使用钢基材代替铜基材已成为一种常见的方法,以防止纯铜L-PBF过程中熔池的快速热量损失,特别是在关键的初始层期间。通过EDX分析发现,在垂直构建方向的前1.5毫米内,大量铁已扩散到熔池中,这导致薄壁发生物理膨胀。尽管如此,在较高的构建高度下,铜浓度恢复到接近100%的纯度水平,并且任何先前被铁污染的层都不会再熔化,这阻止了铁沿着构建方向进一步扩散。从物理上讲,经过铁污染区域的壁厚显著减小。
为了克服许多L-PBF打印机常见的长脉冲或连续波长激光器所遇到的熔池热损失的关键挑战,2017年首次探索超短脉冲(USP)飞秒激光器的使用。作者推测,USP激光和粉末原料之间极短的相互作用时间将大大减少激光照射期间熔池的热损失,从而能够保留更多的能量以实现完全熔化和融合。此外,将有效加热区域限制在紧邻扫描区域也将提高铜几何形状的精度和分辨率。结果,作者能够制造出壁厚约为100µm、高宽比为15:1的均质薄壁结构。然而,通过扫描电子显微镜仍然可以清楚地观察到不完全融合。作者将致密化的缺乏归因于束斑尺寸与颗粒直径的非最佳比率,因为只有经过直接激光照射的颗粒才会熔化并融合在一起,因此使用颗粒和束斑直径相同的尺寸顺序(35µm)将防止相邻颗粒在暴露过程中固结和熔合到熔池中。

( a ) 使用超短脉冲L-PBF制造的纯铜薄壁结构( b ) 薄壁结构的SEM 图像( c,d)使用超短脉冲L-PBF在1030nm(NIR)和515 nm(绿色)波长下制造的纯铜薄壁结构(e,f)与(c,d)对应的SEM图像显示高度相似产生的结构(g)用于轻质镜座的拓扑优化结构(h)具有高度倾斜悬垂薄翅片的涡轮叶轮,不需要支撑结构(i)具有100微米壁厚和极高纵横比的薄壁结构比例为 70:1
在后来的研究中,该作者比较了USP激光器在1030nm(近红外)和515nm(绿光)波长下制造薄壁结构的性能。虽然两种激光器的束斑尺寸相似,但硬件限制将绿色激光器的功率输出限制为近红外激光器的一半。与NIR激光器相比,绿光激光器使用的层厚度更小,为15µm(而非30µm),并且颗粒尺寸更小,为10µm(而非25µm)。作者观察到,两种激光器产生的薄壁产生了高度相似的几何分辨率和形态,平均壁厚低于100µm。这表明,被铜原料在515nm处吸收的有效能量大约是1030nm处的两倍。然而,无论激光波长如何,仍然无法实现完全致密化。尽管如此,需要考虑USP激光器产生的功率输出,与当今可用的1kW激光系统相比,该功率输出非常低。此外,铜原料粉末在如此低的输出水平下甚至能够熔化并熔合在一起,这首先证明了USP激光器的潜力。例如,在对实际工程部件使用绿色USP激光器的进一步研究中,能够实现铜复杂几何形状的制造,减少薄悬垂区域的应变和支撑结构,并生产具有70:1极高纵横比的薄壁结构。
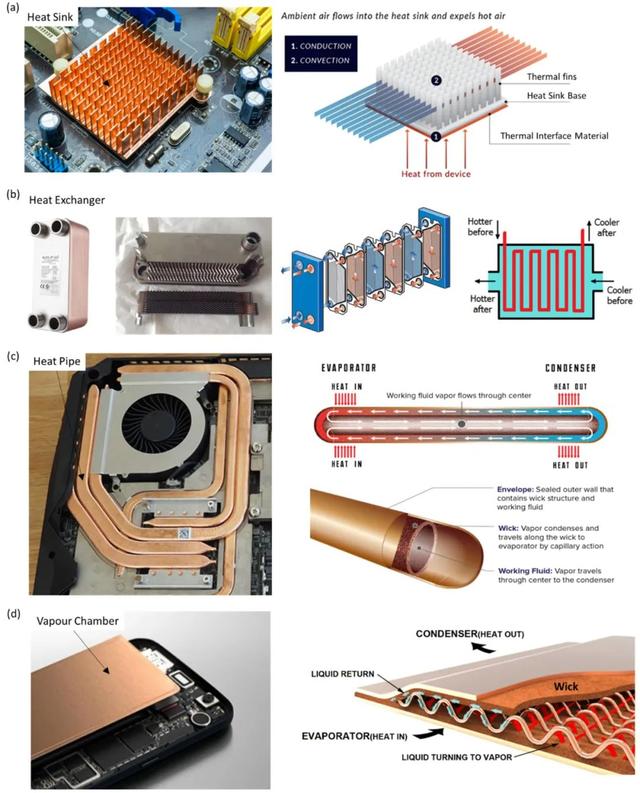 纯铜热管理应用
纯铜热管理应用
在提高薄壁结构致密化的另一项尝试中,研究了在不同扫描速度使用高达500W的更高NIR激光功率对薄壁铜样品的相对密度、表面粗糙度和壁厚的影响。在高于400W的较高激光功率下,作者能够一致获得高于99%的薄壁相对密度。事实上,与熔池对低于200W的激光输出变化不敏感不同,作者发现,当激光输出从200W增加到300W时,相对密度可以显著提高到接近全密度水平,无论使用的扫描速度或扫描距离如何。因此,在获得完全致密化之前,NIR激光器似乎需要至少300W的输出。然而,当使用更高的激光功率时,尺寸精度会受到影响,物理壁厚范围为数字模型的两倍到四倍。虽然作者可以通过简单地将数字模型中的壁厚减小到50µm来补偿额外的材料,以实现物理部件200µm的期望值,但值得注意的是,对于复杂的翅片结构实施这种方法可能具有挑战性具有不同的横截面积,例如拓扑优化的散热器几何形状。作者还发现,扫描策略在确定零件的壁厚和表面粗糙度方面发挥着重要作用。

( a ) 使用NIR L-PBF在200W和500W之间以各种扫描速度制造的块状铜样品的孔隙率分析图像,其中绿色虚线轮廓代表具有良好融合的理想小孔状态,蓝色虚线轮廓代表小孔引起的孔隙率( b ) 纯铜 L-PBF中的传导、匙孔和匙孔诱导孔隙率制度示意图( c ) 匙孔制度、传导制度和过渡制度的映射激光功率和扫描速度之间的区域
到目前为止,通过输出低于200W的典型近红外激光器制造纯铜薄壁几何形状似乎无法获得完全致密或接近完全致密的结构。
515nm(绿色)和450nm(蓝色)的连续短波长激光器已开始出现用于L-PBF系统。与NIR激光器相反,这些短波长激光器当前的光学硬件功能似乎具有200µm的最小束斑尺寸,这是NIR激光器80µm光束光斑尺寸的六倍。事实上,即使对于相同的束斑尺寸和激光工艺参数,在不同的扫描速度范围内,观察到蓝色激光器的熔池尺寸始终比NIR激光器大两到四倍。

金属在不同照射波长下的吸收
有研究人员使用连续波长绿光激光器,束斑尺寸为200微米,最大功率为500w,以90°(垂直)、60°和30°的不同倾角制造了薄壁结构。作者观察到,虽然可以获得薄壁的高密度核心区域,但同时也形成了被称为“滴落”的凝固熔体珠的包络多孔和树枝状结构,无论激光功率、扫描速度或使用的扫描策略如何。虽然在水平倾斜角度更大时可以减少滴落的程度,但它们无法完全去除,并且无意中导致更高的表面粗糙度,同时致密核心区域的壁厚增加了22%至83%。
进一步指出,在另一项使用绿色激光对纯铜的L-PBF进行的研究中也观察到了滴落的存在。但是,由于核心区域的重熔,滴落仅出现在块体材料的边界周围通过重叠熔池熔化,仍然可以获得完全致密且无缺陷的零件,并且滴落对块体几何形状的影响与高细节特征的几何形状相比被认为不太重要。然而,在热管理器件的薄壁结构的背景下,回顾的文献表明,短波长激光器当前的硬件能力在产生高分辨率几何形状方面仍然不如中功率(≥400W)NIR激光器那么精细和具有光滑的表面,可实现快速传热和最小的流量损失。
随着科学界在加工纯铜高精度几何形状的基于光束的增材制造技术方面不断取得进展,另一类开始出现的有前途的技术是基于烧结的增材制造。基于烧结的增材制造是指在部件制造中涉及两阶段——成形和烧结,相关的工艺包括粘结剂喷射、挤出和光固化3D打印。目前这些技术对纯铜薄壁结构的3D打印研究较少,前景并不明朗。
注:本文内容由3D打印技术参考整理编辑,转载请点击。
