在减速机齿轮加工过程中,锥柄渐开线花键插齿刀是一种至关重要的刀具,其形式和尺寸遵循 JB/T 796 - 2010 标准。
锥柄渐开线花键插齿刀的形式较为独特。它具有一个锥柄结构,这种结构有助于在加工过程中更好地固定刀具,确保其在高速旋转和切削时的稳定性。从表 8 - 4 的图示中可以清晰地看到,刀具包括切削刃部分、锥柄部分等关键结构。切削刃部分负责对齿轮进行精确的齿形加工,而锥柄则与机床主轴紧密连接,传递动力。
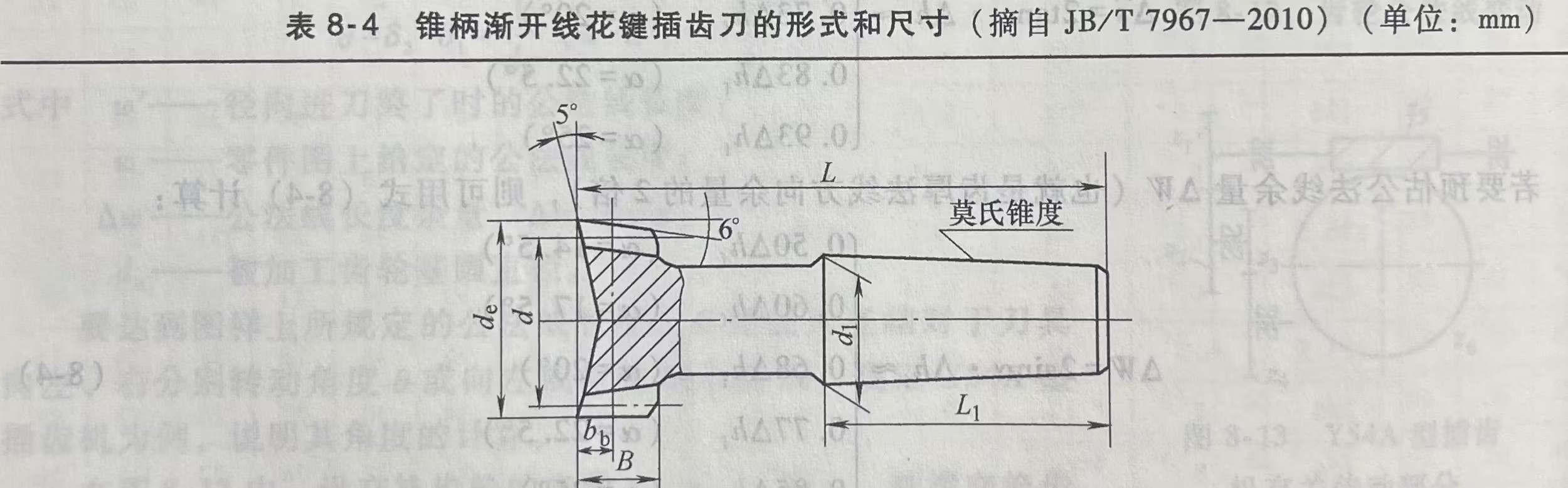
锥柄渐开线花键插齿刀的形式和尺寸
其尺寸参数对于减速机齿轮加工有着至关重要的意义。在表 8 - 4 中,详细列出了不同规格锥柄渐开线花键插齿刀的尺寸数据。例如,刀具的模数、齿数、分度圆直径等参数。模数决定了齿轮齿形的大小,齿数则影响着齿轮的传动比。在减速机齿轮加工中,根据所需齿轮的规格,精确选择合适模数和齿数的插齿刀是保证齿轮精度的第一步。
此外,刀具的其他尺寸如 d、D、b 等也直接影响着加工过程。这些尺寸决定了插齿刀与工件的接触方式和切削深度。如果刀具尺寸选择不当,在加工过程中可能会导致齿轮齿形偏差。例如,若切削深度过大,可能会使齿轮齿厚变薄,影响齿轮的强度和啮合性能;而切削深度过小,则可能无法完全加工出所需的齿形,导致减速机齿轮无法正常啮合。

锥柄渐开线花键插齿刀的形式和尺寸
在减速机齿轮加工操作中,使用锥柄渐开线花键插齿刀时,还需要考虑到其安装和对刀的精度。由于减速机齿轮通常对精度要求较高,因此在安装刀具时,必须确保锥柄与机床主轴的同轴度,以及刀具的中心与工件中心的对准。对刀精度的控制能够避免加工过程中出现齿形不对称等问题。
同时,在加工过程中,根据齿轮材料的不同,还需要合理选择切削参数,如切削速度、进给量等。对于硬度较高的齿轮材料,需要适当降低切削速度,以减少刀具的磨损和避免加工缺陷。
锥柄渐开线花键插齿刀在减速机齿轮加工中扮演着关键角色。其形式和尺寸的标准化,以及在加工过程中的精确操作和合理参数选择,都是保障减速机齿轮加工质量,进而确保减速机性能的重要因素。
