超细锦/氨纬弹平纹针织物轻薄娇嫩、手感柔软、透气舒适,主要用于制作女性内衣、紧身衣和休闲服等。原料丝均属于超细丝(20D~40D/34FPAFDYFD+20DPU),氨纶含量在15%~25%,其在染整加工时受到一定的张力会产生较大的拉伸形变,使织物存在较大的残余应力,导致成品尺寸稳定性差,缩水率大,幅宽较难控制,极易产生皱条、卷边和卷缩,所以尽量采用低张力设备。另外,由于织物是超细纤维,上染率低,色牢度差,所以应选择合适的染整工艺。
一、试验
超细锦/氨纬弹平纹针织物采用的原料是40D/34FPAFDYFD(半光锦纶牵伸丝)+20DPU,坯布门幅125cm,160g/m2,由36G单面针织大圆机生产。
工艺流程:坯布准备→煮练除油→预定形→印花/染色→后定形→成品检验与包装。

01
坯布准备
主要检验坯布外观质量,包括卡花、断纱、破洞、油污、横路、针路等,缝头时要注意织物的正反面(纬编布易缝错正反面),做到平、直、齐、紧。
02
煮练除油
主要目的是去除织物上的有机硅润滑剂、纺丝油剂和针织油等。有机硅润滑剂在水浴精练中较难去除,应添加合适的助剂以免重新沉积到织物上。采用平幅松式水洗机进行煮练除油,效果较好。上机前先退卷松弛,消除内应力,车速20~30m/min,工艺参数如下。

03
预定型
超细锦/氨纬弹平纹针织物的加工难点是成品的幅宽、弹性、缩水与克重,这4个因素的相互制约性极强,而定形工序是实现4因素平衡最关键的一步,尤以预定形工艺更重要。为避免锦纶和氨纶的泛黄及热降解,预定形时一般要浸轧抗氧化剂,防止尼龙端氨基被氧化。由于端氨基是阴离子染料的染座,抗氧化剂预处理还可以提高匀染性。

工艺参数

04
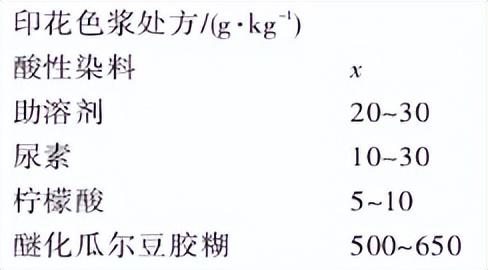
印花
超细锦/氨纬弹平纹针织物印花可以采用圆网、平网、数码喷墨或手工台板方式。由于纬弹织物的纬向弹性受到经向张力影响,容易造成卷边,所以一定要低张力贴绸。平网或手工印花由于刮印速度慢,容易透底,对于要求不能透底的花型,可选用稍软的刮刀胶,不宜太硬,厚度10mm;也可通过调节色浆黏度控制透底情况。
印花工艺流程:印花→烘干(80~100℃)→汽蒸(102~110℃,30~40min)→净洗→固色→脱水→后定形
净洗与固色工艺:第1次防沾净洗(防沾净洗剂2~3g/L,纯碱2~3g/L,室温冷洗10~20min)→第2次防沾净洗(防沾净洗剂3~4g/L,纯碱2~3g/L,室温冷洗20~30min)→固色(固色剂3~5g/L,冰醋酸0.5~1g/L,50~65℃,20~30min)
05
染色
超细锦/氨纬弹平纹针织物可选用染色牢度好的金属络合染料或弱酸性染料,在低张力的喷射溢流染色机上染色。染浴至提布轮的距离应较短,以减少绳状织物张力和伸长,并尽量避免出现绳状条痕和折皱。升温速率应慢,并分段升温,升温过快易造成色花。

染色处方
染色工艺:20~30℃加入助剂、染料→以0.5℃/min升温至60℃→以1℃/min升温至80℃→以1.5℃/min升温至98℃,保温30~40min→以1.2℃/min降温至75℃→以1.2℃/min降温至45℃→热水洗→冷水洗→固色(50℃,30min)→热水洗→冷水洗→出缸
06
后定形
后定形
超细锦/氨纬弹平纹针织物本身有一定的柔软性,因此在后定形上柔处理时,柔软剂用量相对其他织物要少一些,用量过多反而容易产生卷边。另外,要注意控制定形温度和时间。

定形工艺
二、结论
(1)超细锦/氨纬弹平纹针织物煮练除油前要进行退卷松弛,消除内应力,温度要逐级升温,不能超过80℃
(2)预定形的工艺最为重要,要加强控制。
(3)选用金属络合染料或弱酸性染料染色,对提高超细锦∕氨纬弹平纹针织物的匀染性和色牢度较好。
(4)要达到织物的风格,后定形温度应控制在170~180℃
来源:soodoonedu
免责声明:本文内容及图片系转载,仅供读者交流学习使用,文章版权归原作者所有,如需转发请标明原出处。如涉及作品版权或其它问题,请与小编联系,我们将在第一时间删除相关内容!本声明适用于本平台所有分享/转载文章,谢谢您的合作。
